






║Į┐š║Į╠ņŅI(l©½ng)ė“ė├Ōü║ŽĮÕæ╝■
░l(f©Ī)▓╝╚šŲ┌Ż║2025-12-18 9:43:03
ę╗ĪóČ©┴x
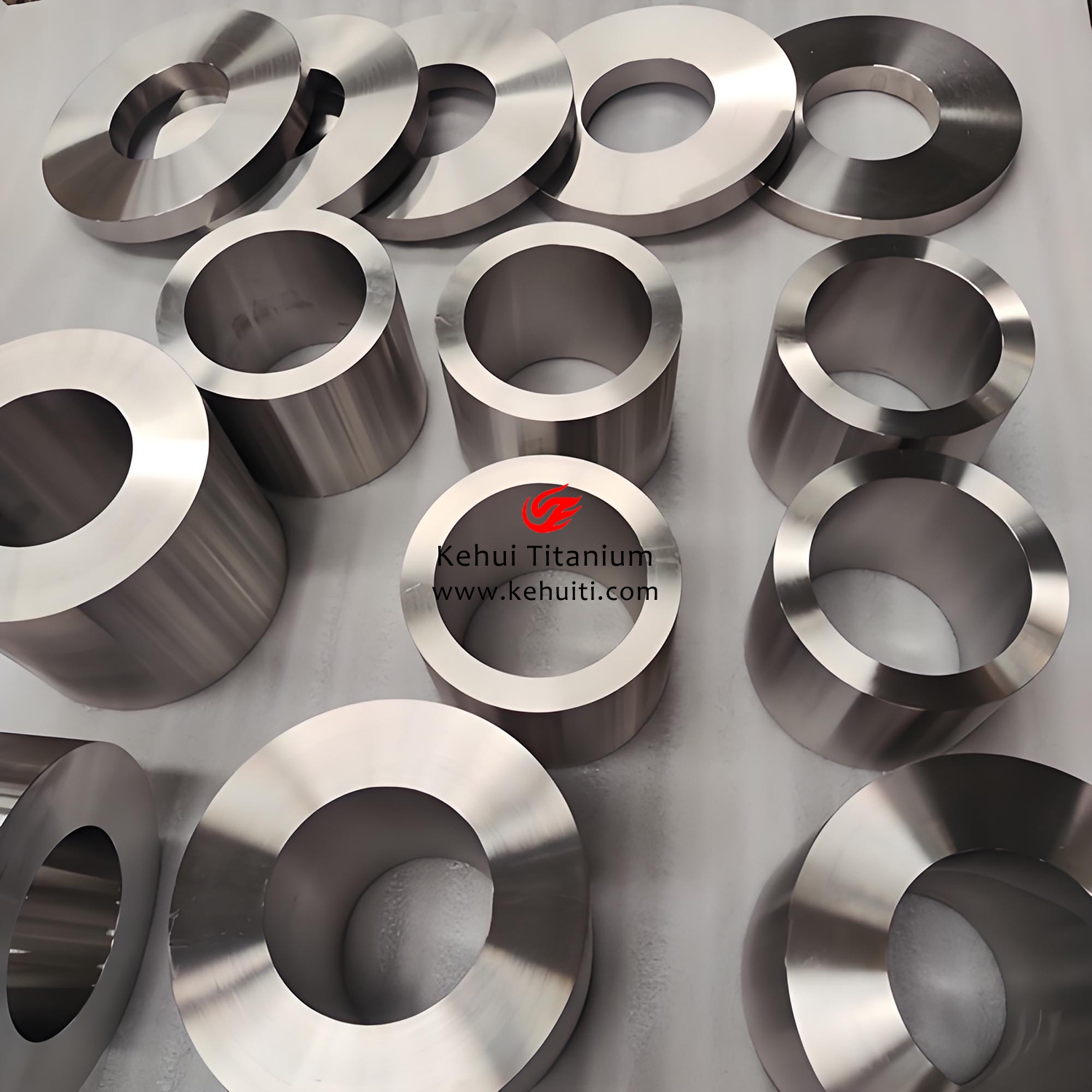
║Į┐š║Į╠ņė├Ōü║ŽĮÕæ╝■Ż¼╩ŪųĖ═©▀^(gu©░)Õæįņ╣ż╦毩║¼│ŻęÄ(gu©®)ÕæįņĪóĄ╚£ž/Į³Ą╚£žÕæįņĄ╚Ż®│╔ą╬Ą─Ōü║ŽĮ┴Ń▓┐╝■├½┼„╗“│╔ŲĘĪŻ╦³╩Ū’wÖC(j©®)Īó║Į┐š░l(f©Ī)äė(d©░ng)ÖC(j©®)╝░║Į╠ņŲ„ĮY(ji©”)śŗ(g©░u)ųąĄ─ĻP(gu©Īn)µI│ą┴”╝■║═░▓╚½ē█├³╝■ĪŻŲõ║╦ą─ār(ji©ż)ųĄį┌ė┌Ż¼═©▀^(gu©░)┤¾╦▄ąįūāą╬’@ų°Ė─╔ŲŌü║ŽĮĶTÕVĄ─įŁ╩╝ĮM┐ŚŻ¼½@Ą├ų┬├▄ĪóŠ∙ä“Īó┴„ŠĆ║Ž└ĒĄ─’@╬óĮY(ji©”)śŗ(g©░u)Ż¼Å─Č°│õĘų░l(f©Ī)ō]Ōü║ŽĮĖ▀▒╚ÅŖ(qi©óng)Č╚ĪóĖ▀ŲŻä┌┐╣┴”Ą╚Øō┴”Ż¼ØMūŃ║Į┐š║Į╠ņčbéõī”(du©¼)śOų┬▌p┴┐╗»Īó│¼Ė▀┐╔┐┐ąį║═ķL(zh©Żng)ē█├³Ą─ć└(y©ón)┐┴ę¬Ū¾ĪŻ
Č■Īó▓─┘|(zh©¼)
Ė∙ō■(j©┤)╩╣ė├▓┐╬╗Ą─£žČ╚║═ąį─▄ę¬Ū¾Ż¼║Į┐š║Į╠ņŌüÕæ╝■▀xė├▓Ņ«É╗»Ą─▓─┴Ž¾wŽĄĪŻ
| ║ŽĮŅÉ(l©©i)ą═ | Ąõą═┼Ų╠¢(h©żo)Ż©ųąć°(gu©«)/ī”(du©¼)æ¬(y©®ng)ć°(gu©«)ļHŻ® | ų„ę¬╠žąį | æ¬(y©®ng)ė├ĘĮŽ“ |
| ųąÅŖ(qi©óng)Ė▀ĒgĪóōpé¹╚▌Ž▐ą═ | TC4 (Ti-6Al-4V)ĪóTC4-DT (Ti-6Al-4V ELI) | ŠC║Žąį─▄ā×(y©Łu)«ÉŻ¼╝µŅÖÅŖ(qi©óng)Č╚Īó╦▄ąįĪóöÓ┴čĒgąį║═┐╣ŲŻä┌┴č╝yöU(ku©░)š╣─▄┴”ĪŻ | ’wÖC(j©®)ÖC(j©®)╔Ē┐“Īó┴║ĪóĮėŅ^Ą╚ų„│ą┴”ĮY(ji©”)śŗ(g©░u)ĪŻ |
| Ė▀ÅŖ(qi©óng)Ēgą═ | TC17 (Ti-17)ĪóTC11 | Ė▀ÅŖ(qi©óng)Č╚ĪóĖ▀ĒgąįĪóĖ▀┤Ń═ĖąįŻ¼┐╔═©▀^(gu©░)¤ß╠Ä└ĒīŹ(sh©¬)¼F(xi©żn)ąį─▄ā×(y©Łu)╗»ĪŻ | ░l(f©Ī)äė(d©░ng)ÖC(j©®)’L(f©źng)╔╚/ē║ÜŌÖC(j©®)▒P(p©ón)Īóš¹¾w╚~▒P(p©ón)Īó’wÖC(j©®)Ų┬õ╝▄Ą╚Ė▀▌d║╔▓┐╝■ĪŻ |
| Ė▀£žŌü║ŽĮ | TA15 (Ti-6.5Al-2Zr-1Mo-1V)ĪóTA19 (Ti-6242S)ĪóTi55 (TA32)ĪóTi60 (TA33)ĪóTi65 | į┌400Īµ~650Īµ─╦ų┴Ė³Ė▀£žČ╚Ž┬Š▀ėąā×(y©Łu)┴╝Ą─¤ßÅŖ(qi©óng)ąįĪó╚õūā┐╣┴”║═ĮM┐ŚĘĆ(w©¦n)Č©ąįĪŻ | ║Į┐š░l(f©Ī)äė(d©░ng)ÖC(j©®)Ė▀ē║ē║ÜŌÖC(j©®)▒P(p©ón)Īó╚~Ų¼ĪóÖC(j©®)Ž╗╝░Ė▀│¼’wąąŲ„¤ßČ╦ĮY(ji©”)śŗ(g©░u)ĪŻ |
| ╠žĘN╣”─▄║ŽĮ | TB6 (Ti-10V-2Fe-3Al) Ą╚Į³β║ŽĮ | │¼Ė▀ÅŖ(qi©óng)Č╚Ż¼ā×(y©Łu)┴╝Ą─Õæįņąį─▄║═¤ß╠Ä└ĒĒææ¬(y©®ng)ĪŻ | ī”(du©¼)£pųž║═ÅŖ(qi©óng)Č╚ę¬Ū¾śOČ╦Ą─║Į╠ņŲ„ĮY(ji©”)śŗ(g©░u)Īó’wÖC(j©®)Ė▀ÅŖ(qi©óng)Č╚Õæ╝■ĪŻ |
╚²Īóąį─▄╠ž³c(di©Żn)
śOĖ▀Ą─▒╚ÅŖ(qi©óng)Č╚║═äéČ╚Ż║Ōü║ŽĮ├▄Č╚Ż©╝s4.5g/cm³Ż®āH×ķõōĄ─57%Ż¼ŲõÅŖ(qi©óng)Č╚ģs┼cĖ▀ÅŖ(qi©óng)Č╚║ŽĮõōŽÓ«ö(d©Īng)Ż¼╩ŪīŹ(sh©¬)¼F(xi©żn)║Į┐š║Į╠ņŲ„┤¾Ę∙£pųžĄ─║╦ą─ĪŻ
ā×(y©Łu)«ÉĄ─ŲŻä┌ąį─▄┼cōpé¹╚▌Ž▐Ż║═©▀^(gu©░)Õæįņ½@Ą├Ą─Š∙ä“╝Ü(x©¼)Š¦ĮM┐ŚŻ¼┘xėĶ┴╦Õæ╝■śOĖ▀Ą─ŲŻä┌ÅŖ(qi©óng)Č╚║═▌^Ą═Ą─┴č╝yöU(ku©░)š╣╦┘┬╩Ż¼ØMūŃ¼F(xi©żn)┤·’wÖC(j©®)“ōpé¹╚▌Ž▐”░▓╚½įO(sh©©)ėŗ(j©¼)└Ē─ŅĪŻ
│÷▒ŖĄ─Ė▀£žąį─▄Ż║Ė▀£žŌü║ŽĮ─▄į┌500-600ĪµķL(zh©Żng)Ų┌ĘĆ(w©¦n)Č©╣żū„Ż¼▓┐Ęųą┬ą═║ŽĮŻ©╚ńTi60ĪóTi65Ż®Ą─Č╠Ģr(sh©¬)Ę■ę█£žČ╚┐╔▀_(d©ó)750ĪµŻ¼╩Ū╠µ┤·▓┐Ęųµć╗∙Ė▀£ž║ŽĮĪó£p▌p░l(f©Ī)äė(d©░ng)ÖC(j©®)ųž┴┐Ą─ĻP(gu©Īn)µIĪŻ
┴╝║├Ą──═Ė»╬gąįŻ║ī”(du©¼)┤¾ÜŌĪó¹}ņFŁh(hu©ón)Š│Š▀ėąā×(y©Łu)«ÉĄ──═╬gąįŻ¼▒ŻšŽ┴╦’wÖC(j©®)į┌║Żč¾Łh(hu©ón)Š│Ž┬Ą─ķL(zh©Żng)Ų┌Ę■ę█ē█├³ĪŻ
ć└(y©ón)┐┴Ą─“╚²╗»”ę¬Ū¾Ż║╝┤ĮM┐ŚŠ∙ä“╗»Īóąį─▄ĘĆ(w©¦n)Č©╗»Īó╚▒Ž▌śOąĪ╗»ĪŻ╚╬║╬╬óąĪĄ─│╔ĘųŲ½╬÷╗“ĮM┐Ś▓╗Š∙Č╝┐╔─▄ī¦(d©Żo)ų┬ąį─▄╝▒äĪŽ┬ĮĄŻ¼ę“┤╦ī”(du©¼)╚½┴„│╠┐žųŲę¬Ū¾śOĖ▀ĪŻ

╦─Īół╠(zh©¬)ąąś╦(bi©Īo)£╩(zh©│n)
║Į┐š║Į╠ņŌüÕæ╝■Ą─╔·«a(ch©Żn)┼c“×(y©żn)╩šū±čŁśO×ķć└(y©ón)Ė±Ą─ś╦(bi©Īo)£╩(zh©│n)¾wŽĄĪŻ
╗∙ĄA(ch©│)▓─┴Žś╦(bi©Īo)£╩(zh©│n)Ż║╚ńGB/T 2965ĪČŌü╝░Ōü║ŽĮ░¶▓─ĪĘĄ╚ĪŻ
īŻ(zhu©Īn)ė├«a(ch©Żn)ŲĘś╦(bi©Īo)£╩(zh©│n)Ż║GB/T 38915-2020ĪČ║Į┐š║Į╠ņė├Ė▀£žŌü║ŽĮÕæ╝■ĪĘ ╩Ūųžę¬Ą─ć°(gu©«)╝ęīŻ(zhu©Īn)ĒŚ(xi©żng)ś╦(bi©Īo)£╩(zh©│n)Ż¼ßśī”(du©¼)Ė▀£žŁh(hu©ón)Š│╩╣ė├Ą─Õæ╝■╠ß│÷┴╦╠žČ©╝╝ąg(sh©┤)ę¬Ū¾ĪŻ
ąąśI(y©©)┼cŲ¾śI(y©©)ęÄ(gu©®)ĘČŻ║Ė„║Į┐šų„ÖC(j©®)ÅS║═░l(f©Ī)äė(d©░ng)ÖC(j©®)ųŲįņ╔╠Š∙ėąįö▒MĄ─▓─┴ŽęÄ(gu©®)ĘČĪóÕæįņ╣ż╦ćęÄ(gu©®)ĘČ║═┘|(zh©¼)┴┐“×(y©żn)╩šś╦(bi©Īo)£╩(zh©│n)Ż©╚ń║Įś╦(bi©Īo)Īó╝╝ąg(sh©┤)ģf(xi©”)ūhŻ®Ż¼Ųõ╝╝ąg(sh©┤)ę¬Ū¾═©│Żć└(y©ón)ė┌ć°(gu©«)╝ęś╦(bi©Īo)£╩(zh©│n)ĪŻ
¤o(w©▓)ōpÖz£y(c©©)ś╦(bi©Īo)£╩(zh©│n)Ż║Ųš▒ķę¬Ū¾▀M(j©¼n)ąą│¼┬Ģ▓©╠Įé¹Ż©╚ńę¬Ū¾Φ0.8mmŲĮĄū┐ū«ö(d©Īng)┴┐╚▒Ž▌Ż®Īó¤╔╣ŌØB═ĖÖz£y(c©©)Ą╚Ż¼┤_▒Żā╚(n©©i)▓┐║═▒Ē├µ┘|(zh©¼)┴┐ĪŻ
╬ÕĪó╝ė╣ż╣ż╦ć┼cĻP(gu©Īn)µI╝╝ąg(sh©┤)
1. ų„ę¬╝ė╣ż╣ż╦ć
│ŻęÄ(gu©®)ÕæįņŻ║į┌α+βā╔ŽÓģ^(q©▒)╗“βŽÓģ^(q©▒)▀M(j©¼n)ąąČÓ╗┤╬ūįė╔Õæ╗“─ŻÕæŻ¼╩Ū╔·«a(ch©Żn)┤¾ą═ĮY(ji©”)śŗ(g©░u)╝■Ą─ų„┴„ĘĮĘ©ĪŻ
Ą╚£ž/Į³Ą╚£žÕæįņŻ║─ŻŠ▀┼c┼„┴Ž▒Ż│ųŽÓ═¼Ė▀£žŻ¼ęįśO┬²Ą─æ¬(y©®ng)ūā╦┘┬╩│╔ą╬ĪŻ┤╦╝╝ąg(sh©┤)╩ŪĖ▀Č╦Å═(f©┤)ļsŠ½├▄Õæ╝■Ż©╚ńš¹¾w╚~▒P(p©ón)ĪóÅ═(f©┤)ļsÖC(j©®)Ž╗Ż®Ą─║╦ą─╣ż╦ćĪŻ╦³─▄īŹ(sh©¬)¼F(xi©żn)Į³ā¶│╔ą╬Ż©│▀┤ńŠ½Č╚┐╔▀_(d©ó)≤3mmŻ®ĪóĮM┐ŚŠ∙ä“Ė„Ž“═¼ąįĪóÄū║§¤o(w©▓)ÜłėÓæ¬(y©®ng)┴”Ż¼▓ó─▄ē““ąĪē║┴”Õæ┤¾Õæ╝■”ĪŻ
│¼╦▄ąį│╔ą╬/öU(ku©░)╔ó▀BĮė(SPF/DB)Ż║└¹ė├╝Ü(x©¼)Š¦Ōü║ŽĮį┌╠žČ©Śl╝■Ž┬Ą─│¼╦▄ąįŻ¼┐╔ę╗┤╬│╔ą╬śOŲõÅ═(f©┤)ļsĄ─┐šą─╗“ŖAīėĮY(ji©”)śŗ(g©░u)Ż¼┤¾Ę∙£pųž▓ó£p╔┘┴Ń╝■öĄ(sh©┤)┴┐ĪŻ
2. ĻP(gu©Īn)µI╝╝ąg(sh©┤)
╚½┴„│╠Š½├▄┐žųŲ╝╝ąg(sh©┤)Ż║║Ł╔w╚█¤Æ╝āā¶╗»Īó│╔ĘųŠ∙ä“╗»ĪóĮM┐ŚŠ∙┘|(zh©¼)╗»Īóąį─▄ĘĆ(w©¦n)Č©╗»Īó│╔ą═ę╗¾w╗»Ą─╚½┴„│╠╝»│╔┐žųŲŻ¼╩Ū▒ŻūCÕæ╝■Ė▀ąį─▄║═ę╗ų┬ąįĄ─╗∙╩»ĪŻ
┤¾ęÄ(gu©®)Ė±░¶▓─ųŲéõ╝╝ąg(sh©┤)Ż║×ķ┤¾Õæ╝■╠ß╣®¤o(w©▓)╚▒Ž▌ĪóĮM┐ŚŠ∙ä“Ą─ā×(y©Łu)┘|(zh©¼)┼„┴ŽŻ¼Ųõ╠Įé¹╦«ŲĮ╩ŪĻP(gu©Īn)µIųĖś╦(bi©Īo)Ż©╚ńTC4T┤¾░¶▓─ę¬Ū¾╦«Į■╠Įé¹▀_(d©ó)Φ0.8Ż¼-6dbŻ®ĪŻ
ļy╝ė╣żĮY(ji©”)śŗ(g©░u)ųŲįņ╝╝ąg(sh©┤)Ż║ßśī”(du©¼)▒Ī▒┌Īó╔Ņ▓█ĪóČÓ┐ūĄ╚╚§äéąįĮY(ji©”)śŗ(g©░u)Ż©╚ń0.5mm║±Ą─ęĒ├µ├╔ŲżŻ®Ż¼ąĶę¬?ji©Żng)?chu©żng)ą┬Ą─ĄČŠ▀Ż©╚ńīŻ(zhu©Īn)ė├ų▒╚ąŃŖĄČŻ®┼cöĄ(sh©┤)┐ž╣ż╦毩╚ńČÓ▌S┬ō(li©ón)äė(d©░ng)Īó▓ÕŃŖŻ®ŽÓĮY(ji©”)║ŽŻ¼ęį┐žųŲūāą╬ĪóĘ└ų╣šŅØ║═▀^(gu©░)ŪąĪŻ
┴∙ĪóĄõą═╝ė╣ż┴„│╠
ęį║Į┐š░l(f©Ī)äė(d©░ng)ÖC(j©®)ė├Ą╚£žÕæš¹¾w╚~▒P(p©ón)×ķ└²Ż¼Ųõ║╦ą─┴„│╠╚ńŽ┬Ż║
ā×(y©Łu)┘|(zh©¼)┼„┴ŽųŲéõŻ║▓╔ė├╚²┤╬šµ┐šūį║─ļŖ╗Ī╚█¤ÆŻ©VARŻ®ĶTÕVŻ¼Įø(j©®ng)ČÓŽ“ūįė╔Õæķ_(k©Īi)┼„ųŲ│╔ĮM┐ŚŠ∙ä“Ą─░¶▓─ĪŻ
Ą╚£žÕæįņŻ║į┌īŻ(zhu©Īn)ė├Ą╚£žÕæįņę║ē║ÖC(j©®)╔ŽŻ¼īó╝ė¤ßų┴Õæįņ£žČ╚Ą─┼„┴Žį┌║Ń£ž─ŻŠ▀ųąę╗┤╬Š½├▄│╔ą╬│÷▒P(p©ón)¾w║═╚~Ų¼Ą─│§ą╬ĪŻ
¤ß╠Ä└ĒŻ║▀M(j©¼n)ąą╣╠╚▄║═Ģr(sh©¬)ą¦╠Ä└ĒŻ¼Š½┤_š{(di©żo)š¹║ŽĮĄ─ŽÓĮM│╔║═’@╬óĮM┐ŚŻ¼ęį▀_(d©ó)ĄĮūŅā×(y©Łu)Ą─ÅŖ(qi©óng)Č╚Īó╦▄ąį║═╚õūāąį─▄Ųź┼õĪŻ
öĄ(sh©┤)┐žŠ½├▄╝ė╣żŻ║╩╣ė├╬Õ▌S┬ō(li©ón)äė(d©░ng)öĄ(sh©┤)┐žÖC(j©®)┤▓Ż¼ī”(du©¼)╚~Ų¼ą═├µĪóķŠŅ^Īó┴„Ą└Ą╚▀M(j©¼n)ąąūŅĮKŃŖŽ„Ż¼▀_(d©ó)ĄĮÜŌäė(d©░ng)║═čb┼õę¬Ū¾ĪŻ
▒Ē├µ╠Ä└Ē┼cÖz£y(c©©)Ż║▀M(j©¼n)ąąćŖ╔░Īó╗»īW(xu©”)ŃŖ╗“Æü╣ŌŻ¼▓ó▀M(j©¼n)ąą╚½├µĄ─│▀┤ń£y(c©©)┴┐Īó¤╔╣ŌØB═ĖÖz▓ķĪó│¼┬Ģ▓©╠Įé¹║═┴”īW(xu©”)ąį─▄£y(c©©)įćĪŻ
Ų▀ĪóŠ▀¾wæ¬(y©®ng)ė├ŅI(l©½ng)ė“
| čbéõŅÉ(l©©i)äe | Ąõą═▓┐╝■ | ▓─┴Ž┼c╣ż╦ćę¬Ū¾ | ū„ė├┼cār(ji©ż)ųĄ |
| ▄Ŗė├/├±ė├’wÖC(j©®) | ÖC(j©®)╔ĒĮY(ji©”)śŗ(g©░u)Ż║ųąčļęĒ║ąĪóÖC(j©®)╔Ē┐“ĪóŲ┬õ╝▄ų¦ō╬┴║ĪóĮ¾ęĒ╗¼▄ēĪŻ ÖC(j©®)ęĒĮY(ji©”)śŗ(g©░u)Ż║ęĒ╔Ē▀BĮėĮėŅ^ĪóÖC(j©®)ęĒ┴║ĪŻ ▒Ī▒┌śŗ(g©░u)╝■Ż║ęĒ├µ├╔ŲżĪó┼ōķT(m©”n)╣Ū╝▄ĪŻ |
┤¾┴┐╩╣ė├TC4ĪóTC4-DTĪóTC17ĪóTA15Ą╚ĪŻę¬Ū¾Ė▀ōpé¹╚▌Ž▐ĪóĖ▀ŲŻä┌ÅŖ(qi©óng)Č╚ĪŻÅVĘ║▓╔ė├─ŻÕæ╝■║═│¼╦▄ąį│╔ą╬╝■ĪŻ | ╠µ┤·õō▓─£pųž20%-30%Ż¼╠ß╔²ĮY(ji©”)śŗ(g©░u)ą¦┬╩Īóį÷╝ė║Į│╠┼c▌d║╔ĪŻōpé¹╚▌Ž▐įO(sh©©)ėŗ(j©¼)▒ŻšŽ’wąą░▓╚½ĪŻ |
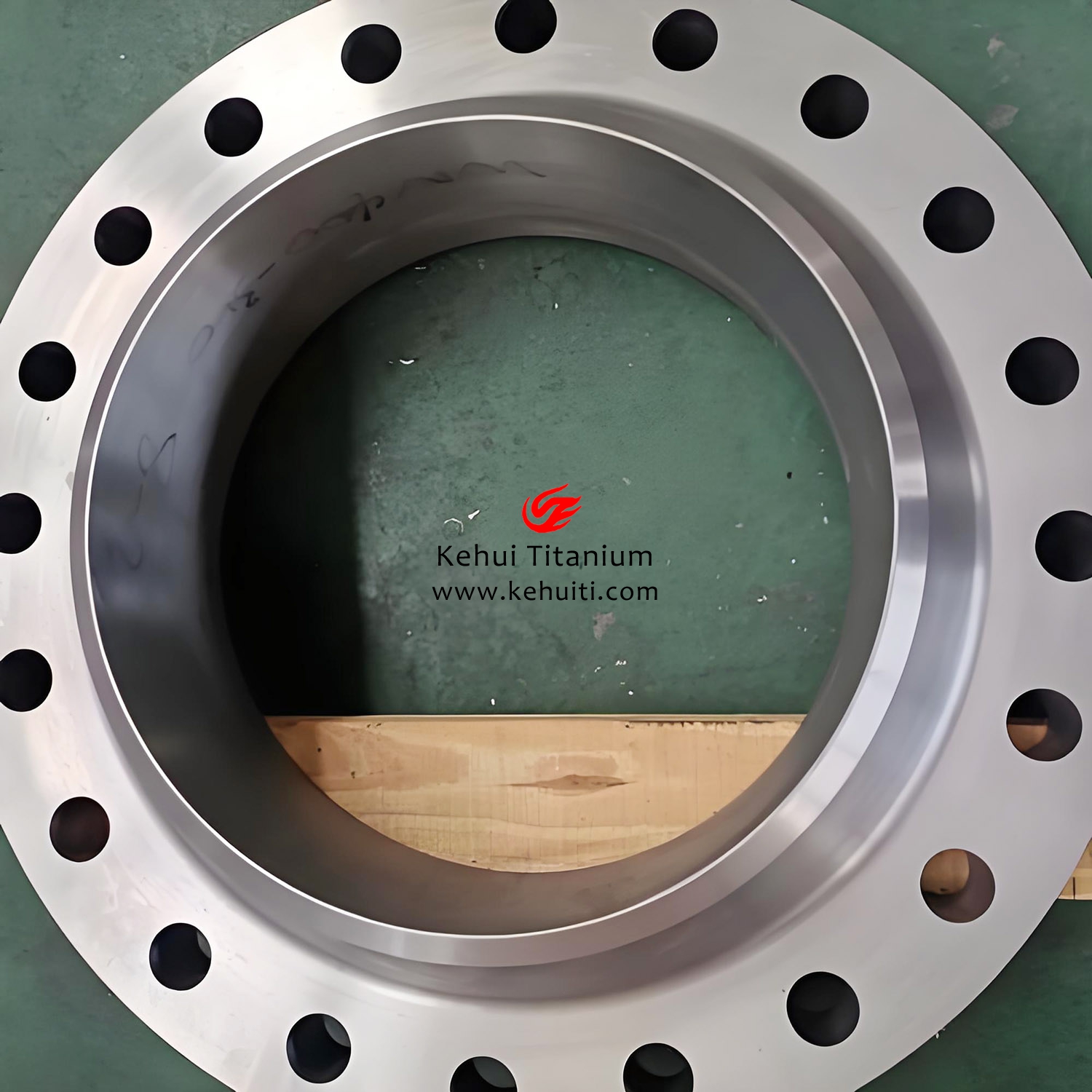
| ║Į┐š░l(f©Ī)äė(d©░ng)ÖC(j©®) | ’L(f©źng)╔╚/ē║ÜŌÖC(j©®)Ż║’L(f©źng)╔╚▒P(p©ón)Īóē║ÜŌÖC(j©®)Ė„╝ē(j©¬)▒P(p©ón)Īóš¹¾w╚~▒P(p©ón)Īó╚~Ų¼Īó╣─═▓ĪóÖC(j©®)Ž╗ĪŻ Ųõ╦¹Ż║▌S│ąū∙Īó▀BĮėŁh(hu©ón)ĪŻ |
Ū░ųąČ╬│Żė├TC4ĪóTC17Ż╗Ė▀£žČ╬▒žĒÜ▓╔ė├TA19ĪóTi55ĪóTi60Ą╚Ė▀£ž║ŽĮĪŻĄ╚£žÕæš¹¾w╚~▒P(p©ón)╩Ū╝╝ąg(sh©┤)Ė▀ĘÕĪŻ | ╠µ┤·õō╗“µć╗∙║ŽĮŻ¼┐╔£p▌pē║ÜŌÖC(j©®)ųž┴┐30%-35%Ż¼ī”(du©¼)╠ß╔²░l(f©Ī)äė(d©░ng)ÖC(j©®)═Ųųž▒╚ŲøQČ©ąįū„ė├ĪŻ |
| ║Į╠ņŲ„/╗╝² | ę║¾w╗╝²Ż║ē║┴”╚▌Ų„Īó╚╝┴Ž┘AŽõĪó░l(f©Ī)äė(d©░ng)ÖC(j©®)═Ų┴”╝▄Īó£u▌å▒├▓┐╝■ĪŻ ī¦(d©Żo)ÅŚ/’w┤¼Ż║ÅŚ/╝²¾wĮY(ji©”)śŗ(g©░u)Īó┼ōČ╬▀BĮė┐“Īóąl(w©©i)ąŪų¦╝▄ĪŻ |
ų„ę¬└¹ė├Ė▀▒╚ÅŖ(qi©óng)Č╚║═Ą═£žĒgąįŻ¼▀xė├TC4ĪóTB6Ą╚Ė▀ÅŖ(qi©óng)╗“│¼Ė▀£ž║ŽĮĪŻ | £p▌pĮY(ji©”)śŗ(g©░u)ųž┴┐Ż¼ų▒Įėį÷╝ėėąą¦▌d║╔ĪŻØMūŃ┐šķgŁh(hu©ón)Š│Ž┬Ą─Ė▀┐╔┐┐║═ķL(zh©Żng)ē█├³ę¬Ū¾ĪŻ |
░╦Īó┼cŲõ╦¹ŅI(l©½ng)ė“ė├Ōü║ŽĮÕæ╝■Ą─ī”(du©¼)▒╚
| ī”(du©¼)▒╚ŠSČ╚ | ║Į┐š║Į╠ņ | ć°(gu©«)Ę└▄Ŗ╣żŻ©┼×┤¼Īó▒°Ų„Ż® | ╩»ė═╗»╣ż | ║Żč¾╣ż│╠ | ╔·╬’ßt(y©®)╦Ä | ║╦╣żśI(y©©) | Ų¹▄ć(ch©ź)╣żśI(y©©)/¾wė²ė├ŲĘ |
| ║╦ą─ąį─▄ąĶŪ¾ | śOČ╦▒╚ÅŖ(qi©óng)Č╚ĪóĖ▀ŲŻä┌/ōpé¹╚▌Ž▐ĪóĖ▀£ž│ųŠ├/╚õūāĪŻ | Ė▀ÅŖ(qi©óng)ĒgĪó┐╣ø_ō¶Īó╠ž╩ŌŁh(hu©ón)Š│Ż©╚ń╔Ņ║ŻŻ®▀mæ¬(y©®ng)ąįĪŻ | ū┐įĮĄ─╚½├µ─═Ė»╬gąįŻ©ė╚Ųõ─═Cl⁻Īó─═╦߯®ĪŻ | ╚½├µ─═║Ż╦«Ė»╬gĪó┐╣ø_╦óĪóĖ▀┐╔┐┐ĪŻ | ╔·╬’ŽÓ╚▌ąįĪó¤o(w©▓)ČŠąįĪóÅŚąį─Ż┴┐Ųź┼õĪŻ | ─═▌ŚššĪó─═Ė»╬gĪóĖ▀£žÅŖ(qi©óng)Č╚ĪŻ | │╔▒Š┐žųŲŽ┬Ą─▌p┴┐╗»Īóę╗Č©ÅŖ(qi©óng)Č╚║═├└ė^ĪŻ |
| Ąõą═▓─┴Ž | TC4, TC17, TA15, TA19, Ti60Ą╚╚½ŽĄ┴ąĖ▀ąį─▄║ŽĮĪŻ | TC4, TA5, Ti80Ą╚─═╬gĖ▀ÅŖ(qi©óng)║ŽĮĪŻ | ╣żśI(y©©)╝āŌüŻ©Gr.2Ż®ĪóTA9Ż©Gr.7Ż®ĪóTA10Ż©Gr.12Ż®Ą╚─═╬g┼Ų╠¢(h©żo)×ķų„ĪŻ | TA2, TA10, TC4Ą╚ĪŻ | TC4 ELI, Ti-6Al-7NbĄ╚ßt(y©®)ė├╝ē(j©¬)║ŽĮĪŻ | õå║ŽĮ×ķų„Ż¼Ōü║ŽĮė├ė┌▌oų·ŽĄĮy(t©»ng)ĪŻ | ╣żśI(y©©)╝āŌü╗“TC4ĪŻ |
| ╣ż╦ć┼c│╔▒Š | ęįĄ╚£žÕæĪó│¼╦▄ąį│╔ą╬Ą╚╝ŌČ╦╣ż╦ć×ķų„Ż¼│╔▒Š├¶ĖąČ╚Ą═Ż¼ąį─▄ā×(y©Łu)Ž╚ĪŻ | ╠žĘN│╔ą═Īó║ĖĮėŻ¼│╔▒Š├¶ĖąČ╚ųąĪŻ | ║ĖĮėąįĪóęr└’╝╝ąg(sh©┤)ĻP(gu©Īn)µIŻ¼ĻP(gu©Īn)ūó╚½╔·├³ų▄Ų┌│╔▒ŠĪŻ | ┤¾│▀┤ńÕæįņĪó║ĖĮėĘ└Ė»Ż¼│╔▒Š├¶ĖąČ╚ųąĖ▀ĪŻ | Š½├▄ÕæįņĪó▒Ē├µ╔·╬’╗Ņ╗»Ż¼│╔▒Š├¶ĖąČ╚Ą═ĪŻ | ╠žĘN╣ż╦ćŻ¼░▓╚½ś╦(bi©Īo)£╩(zh©│n)ų┴Ė▀ĪŻ | Ė▀ą¦ÕæįņĪóĮ³ā¶│╔ą╬Ż¼│╔▒Š├¶ĖąČ╚śOĖ▀ĪŻ |
| ┘|(zh©¼)┴┐┐žųŲ | ūŅć└(y©ón)┐┴ĪŻę¬Ū¾ā╚(n©©i)▓┐ĮM┐ŚĖ▀Č╚Š∙ä“Ż¼╚▒Ž▌░┤“’wąąŲ„╝ē(j©¬)”ś╦(bi©Īo)£╩(zh©│n)Öz£y(c©©)ĪŻ | ć└(y©ón)Ė±Ż¼░┤▄Ŗė├ś╦(bi©Īo)£╩(zh©│n)ĪŻ | ūóųž─═╬gąįŠ∙ä“ąį║═║ĖĮė┘|(zh©¼)┴┐ĪŻ | ūóųžķL(zh©Żng)ē█├³┐╔┐┐ąįÖz£y(c©©)ĪŻ | ū±čŁGMP║═ßt(y©®)ė├▓─┴Žś╦(bi©Īo)£╩(zh©│n)Ż¼╝āā¶Č╚ę¬Ū¾Ė▀ĪŻ | ║╦░▓╚½╝ē(j©¬)┘|(zh©¼)┴┐¾wŽĄĪŻ | ØMūŃ▄ć(ch©ź)ęÄ(gu©®)╝ē(j©¬)╗“ąąśI(y©©)═©ė├ś╦(bi©Īo)£╩(zh©│n)ĪŻ |
Š┼Īó╬┤üĒ(l©ói)░l(f©Ī)š╣ą┬ŅI(l©½ng)ė“┼cĘĮŽ“
Ž“Ė³Ė▀ģóöĄ(sh©┤)┼cą┬Ė┼─Ņčbéõ═žš╣**Ż║
Ė▀│¼ę¶╦┘’wąąŲ„Ż║čą░l(f©Ī)╩╣ė├£žČ╚│¼▀^(gu©░)650Īµ╔§ų┴700ĪµĄ─Ž┬ę╗┤·Ė▀£žŌü║ŽĮŻ©╚ńTi65Ż®╝░┐╣č§╗»═┐īė╝╝ąg(sh©┤)Ż¼ė├ė┌ųŲįņ├╔ŲżĪóŅ^ÕFĪó▀M(j©¼n)ÜŌĄ└Ą╚¤ßĮY(ji©”)śŗ(g©░u)ĪŻ
┤¾═Ų┴”╔╠ė├║Į┐š░l(f©Ī)äė(d©░ng)ÖC(j©®)Ż║æ¬(y©®ng)ė├Ė³Ė▀ą¦┬╩Ą─š¹¾w╚~▒P(p©ón)/š¹¾w╚~Łh(hu©ón)║═┐šą─’L(f©źng)╔╚╚~Ų¼Ż¼═Ųäė(d©░ng)TiAlĮī┘ķg╗»║Ž╬’Ą╚▌p┘|(zh©¼)Ė▀£ž▓─┴ŽĄ─Õæįņ╝╝ąg(sh©┤)│╔╩ņ┼cæ¬(y©®ng)ė├ĪŻ
┐╔ųžÅ═(f©┤)╩╣ė├║Į╠ņ▀\(y©┤n)▌dŲ„Ż║░l(f©Ī)š╣Š▀éõā×(y©Łu)«É┐╣¤ßŲŻä┌ąį─▄║═ōpé¹╚▌Ž▐Ą─Ōü║ŽĮŻ¼ė├ė┌┐╔ųžÅ═(f©┤)│ą╩▄į┘╚ļ¤ß▌d║╔Ą─ĮY(ji©”)śŗ(g©░u)╝■ĪŻ
ųŲįņ╝╝ąg(sh©┤)Ą─ųŪ─▄╗»┼cśOŽ▐╗»Ż║
į÷▓─ųŲįņŻ©3D┤“ėĪŻ®┼cÕæįņĄ─Å═(f©┤)║ŽųŲįņŻ║└¹ė├3D┤“ėĪ┐ņ╦┘ųŲįņÅ═(f©┤)ļsŅA(y©┤)ųŲ┼„Ż¼į┘Įø(j©®ng)Õæįņ½@Ą├Ė▀ąį─▄Ż¼╝µŠ▀ņ`╗Ņąį┼cĮM┐Śā×(y©Łu)ä▌(sh©¼)ĪŻ
öĄ(sh©┤)ūų╗»┼cųŪ─▄╗»ÕæįņŻ║╔ŅČ╚╚┌║ŽöĄ(sh©┤)ūųī\╔·Īó┤¾öĄ(sh©┤)ō■(j©┤)║═╚╦╣żųŪ─▄Ż¼īŹ(sh©¬)¼F(xi©żn)Õæįņ╚½▀^(gu©░)│╠Ą─╬óė^ĮM┐Śč▌ūāą╬├▓ŅA(y©┤)£y(c©©)┼cūį▀mæ¬(y©®ng)Š½£╩(zh©│n)┐žųŲŻ¼┤_▒Żąį─▄śOŽ▐╗»┼cę╗ų┬ąįĪŻ
│¼┤¾ą═/│¼Š½├▄ÕæįņŻ║ØMūŃ╬┤üĒ(l©ói)īƾw┐═ÖC(j©®)Īóųžą═╗╝²ī”(du©¼)┤¾│▀┤ńš¹¾wśŗ(g©░u)╝■Ą─ąĶŪ¾ĪŻ

╚½«a(ch©Żn)śI(y©©)µ£Ą─ŠG╔½╗»┼cĄ═│╔▒Š╗»Ż║
░l(f©Ī)š╣Č╠┴„│╠ųŲéõ╝╝ąg(sh©┤)Ż¼ĮĄĄ═Ė▀Č╦Ōü▓─Ą──▄║─┼c│╔▒ŠĪŻ
╝ėÅŖ(qi©óng)ŌüÅU┴ŽĄ─Ė▀ą¦╗ž╩š┼c裣h(hu©ón)└¹ė├╝╝ąg(sh©┤)Ż¼ų¦ō╬Ōüį┌Ė³ÅVķ¤ŅI(l©½ng)ė“Ą─┐╔│ų└m(x©┤)æ¬(y©®ng)ė├ĪŻ
┐éČ°čįų«Ż¼║Į┐š║Į╠ņŌüÕæ╝■╩ŪŌü╣żśI(y©©)╗╩╣┌╔ŽĄ─├„ųķŻ¼┤·▒Ēų°ć°(gu©«)╝ęį┌Ė▀Č╦▓─┴ŽųŲéõ║═Š½├▄ųŲįņŅI(l©½ng)ė“Ą─ūŅĖ▀╦«ŲĮĪŻŲõ░l(f©Ī)š╣╩╝ĮK┼c’wąąŲ„ąį─▄╠ß╔²Ą─ąĶŪ¾═¼Ņl╣▓š±Ż¼╬┤üĒ(l©ói)īó└^└m(x©┤)Ž“Ė³Ė▀£žČ╚ĪóĖ³▌pĮY(ji©”)śŗ(g©░u)ĪóĖ³ķL(zh©Żng)ē█├³ĪóĖ³ųŪ─▄ųŲįņĄ─ĘĮŽ“▀~▀M(j©¼n)Ż¼×ķ╚╦ŅÉ(l©©i)╠Į╦„╠ņ┐š┼cėŅųµ╠ß╣®łį(ji©Īn)īŹ(sh©¬)┐╔┐┐Ą─╬’┘|(zh©¼)╗∙ĄA(ch©│)ĪŻ
tagś╦(bi©Īo)║×:TC4,Ōü║ŽĮÕæ╝■,║Į┐š║Į╠ņ,TC17,TA15,Ti60,Ą╚£žÕæįņ