



░l▓╝╚šŲ┌Ż║2026-4-22 9:56:56
1Īóą“čį
╝āŌü╩ŪųĖŠ▀ėą▓╗═¼Ą─FeĪóCĪóOĪóNĄ╚ļs┘|║¼┴┐Ą─ĘŪ║ŽĮŌüŻ¼╦∙░³║¼Ą─┼Ų╠¢×ķTA1ĪóTA2ĪóTA3║═TA4ĪŻ╝āŌüų„ę¬æ¬ė├ė┌ę¬Ū¾Ė▀╦▄ąįĪó▀m«öĄ─ÅŖČ╚Īó┴╝║├Ą──═╬gąį╝░║ĖĮėąįĄ─ł÷║Ž,ę“Ųõ▌^║├Ą─ÖCąĄ╝ė╣żąį─▄,▀mė┌╔·«aĖ„ĘNęÄĖ±Ą─░Õ▓─Īó░¶▓─Īóą═▓─ĪóĦ▓─Īó╣▄▓─║═▓Ł▓─Ż¼ę“Ųõā×┴╝Ą─ŠC║Žąį─▄Ż¼ÅVĘ║æ¬ė├ė┌║Į┐š║Į╠ņĪó┤¼▓░Īó╗»╣żĪó╔·╬’ßtīWĪóĮ©ų■ĪóĮ╗═©Īó¾wė²┼c╔·╗Ņė├ŲĘĄ╚Ė„ŅIė“[2]ĪŻ
ō■ł¾ĖµŻ¼2023─Ļ╬ęć°╣▓╔·«aŌü╝ė╣ż▓─15.91╚ft,ŪęĮ³─ĻüĒ▒Ż│ų▌^Ė▀Ą─į÷ķLæBä▌Ż¼Ųõųą└õ▄łÄ¦▓─«a┴┐×ķ1.9╚ftŻ¼š╝▒╚11.9%ĪŻųŲéõ╝āŌüĦ▓─Ą─ų„ę¬╣ż╦ć┬ĘŠĆ×ķ“║ŻŠdŌü→╚█¤ÆĶTÕV→Õæįņ░Õ┼„→░Õ┼„ŃŖ─ź→¤ß▄ł→╦ߎ┤→└õ▄ł→│╔ŲĘ═╦╗→Öz“×→░³čb”ĪŻė╔ė┌Ħ▓─╔·«aĄ─╣ż╦ć┬ĘŠĆ▌^ķLŻ¼╣żą“Łh╣Ø▒ŖČÓŻ¼─┐Ū░ąąśIā╚Ų¾śI╔·«a║±Č╚×ķ0.4~0.7mmĪóīÆČ╚×ķ1250mmĄ─╝āŌüĦ▓─Ż¼Ųõ│╔▓─┬╩┤¾ČÓį┌75%ū¾ėęĪŻ╚¶─▄į┌▒ŻūCĦ▓─«aŲĘ┘|┴┐Ą─Ū░╠ߎ┬╠ßĖ▀Ųõ│╔▓─┬╩Ż¼äōįņĄ─ĮøØ·ą¦ęµ║═╔ńĢ■ą¦ęµīóśO×ķ┐╔ė^ĪŻ×ķ╠ßĖ▀▓─┴Ž└¹ė├┬╩Ż¼£p╔┘▓─┴Ž└╦┘MŻ¼═ŲäėŌüĦ▓─«aśIŠG╔½Īó┐╔│ų└m░lš╣Ż¼╠ßĖ▀╝āŌüĦ▓─│╔▓─┬╩Ą─å¢Ņ}žĮ┤²ĮŌøQĪŻ▓╔ė├šµ┐šūį║─ļŖ╗ĪĀt(VAR)╚█¤ÆĄ─ŌüÕV▒Ē├µ│Ż┤µį┌▌^ČÓĄ─ÜŌ┐ūĪó└õĖ¶Īó╩Ķ╦╔Ą╚╚▒Ž▌Ż¼═©│ŻąĶ░ŪŲż╠Ä└Ēīó╚▒Ž▌ŪÕ│²Ż¼▒▄├ŌĶTÕVį┌║¾└mÕæįņķ_┼„Ģr«a╔·▒Ē├µķ_┴čŻ¼ī¦ų┬▌^┤¾Ą─▓─┴Žōp╩¦Ż¼╔§ų┴ī¦ų┬ų▒Įėł¾ÅUĪŻė╔ė┌ÕæįņĪóŃŖ─źĪó▄łųŲĄ╚╝ė╣żŁh╣ØĄ─╣ż╦ćŽÓī”│╔╩ņŻ¼ę“┤╦ĶTÕV┘|┴┐║├ē─ī”╝ė╣ż▓─│╔ŲĘ┬╩╝░│╔▒Šėąųžę¬ė░Ēæ[3]ĪŻ
▒Š╬─ęįįćųŲĄ─0.5mm║±└õūāą╬ė├Ħ▓─×ķ蹊┐ī”Ž¾Ż¼╩ūŽ╚Ż¼═©▀^ā×╗»VAR╚█¤Æ15tĪó∅1160mm│¼┤¾ęÄĖ±╝āŌüĶTÕVĄ─│╔ŲĘ╚█¤Æ╣ż╦ćŻ¼╠ßĖ▀ĶTÕV▒Ē├µ┘|┴┐,£p╔┘ÜŌ┐ū║═└õĖ¶╚▒Ž▌;╚╗║¾,Ęųäe▓╔ė├│ŻęÄĄ─ÖCąĄ╝ė╣ż╣ż╦ć║═įć“×╣ż╦ć╠Ä└ĒĶTÕVŻ¼į┘Įø▀^ŽÓ═¼Ą─ÕæįņĪóŃŖ─źĪó¤ß▄łĪó╦ߎ┤╝░└õ▄łĄ╚║¾└m╣żą“Ż¼╝ė╣ż│╔0.5mm║±Īó1250mmīÆĄ─│╔ŲĘĦ▓─;ūŅ║¾Ż¼ī”ā╔ĘN╣ż╦ćųŲ│╔Ą─│╔ŲĘĦ▓─▀Mąą▒Ē├µ┘|┴┐Īó┴”īWąį─▄║═Š¦┴ŻČ╚Ą╚╝ēÖz£yŻ¼▓ó░┤ššASTM B265:2025ĪČŌü╝░Ōü║ŽĮĦ▓─Īó▒Ī░Õ║═░Õ▓─ś╦£╩ęÄĘČĪĘ║═┐═æ¶ę¬Ū¾▀MąąįuČ©Ż¼═¼Ģrī”▒╚Ęų╬÷ā╔ĘN╣ż╦ćŽ┬│╔ŲĘĦ▓─Ą─│╔▓─┬╩ĪŻ
2ĪóĶTÕV╚█¤Æ
2.1ļŖśOēKē║ųŲ
įć“×ė├įŁ▓─┴Ž×ķć°ā╚┤¾ÅS╔·«aĄ─0╝ēś╦£╩Ņw┴Ż║ŻŠdŌüĪŻėŗäØĖ„═Č┴Ž 12 t,įćųŲā╔éĆ╝āŌüĶTÕVĪŻ║ŻŠdŌüĮøŽ╚▀MĄ─╚½ūįäė╗ņ▓╝┴ŽŽĄĮy,┐╔ØMūŃ▓╗═¼ĮMĘųįŁ┴ŽĄ─£╩┤_ĘQųž╝░│õĘų╗ņ║Ž,ų«║¾Įø╚fćŹ╝ēė═ē║ÖCē║ųŲ│╔ļŖśOēK,ļŖśOēK├▄Č╚>3.3g/cm³,┤_▒Ż╚█¤Æ¤oĄ¶ēKĪŻ║ŻŠdŌüĪó╚fćŹ╝ēė═ē║ÖC║═ļŖśOēKĘųäe╚ńłD1~łD3╦∙╩ŠĪŻ

2.2ļŖśOēK║ĖĮė
ļŖśOēK║ĖĮė▓╔ė├Ą─šµ┐š║ĖŽõŻ¼┐╔īŹ¼Få╬ųž15tę╗┤╬ąį║ĖĮėŻ¼Ę└ų╣┴╦Āt═Ō║ĖĮė▀^│╠ųąĮėė|┤¾ÜŌĦüĒĄ─č§╗»ĪóĄ¬╗»╬█╚ŠĪŻå╬Ė∙ļŖśO┐╔═Ļ│╔ę╗éĆ15t│╔ŲĘĶTÕVĄ─╔·«a╚╬䚯¼Ę└ų╣┴╦ļŖśOī”║Ė▓╗┴╝«a╔·Ą─Ą¶ēKĪóöÓ┴čĄ╚ė░Ēæ«aŲĘ┘|┴┐Ą─ļ[╗╝░l╔·Ż¼▒ŻūC┴╦ĶTÕV«aŲĘĄ─ę▒ĮŲĘ┘|ĪŻĮøšµ┐šĄ╚ļxūė║ĖŽõ║ĖĮėĄ├ĄĮūį║─ļŖśOŻ¼šµ┐šĄ╚ļxūė║ĖŽõ║═ūį║─ļŖśOĘųäe╚ńłD4ĪółD5╦∙╩ŠĪŻ

2.3╚█¤Æ
ūį║─ļŖśOĮøā╔┤╬15tVAR╚█¤ÆĄ├ĄĮ│╔ŲĘĶTÕVĪŻ╚█¤ÆļŖ┴„Īó└õģsÅŖČ╚Īó┤┼ł÷ÅŖČ╚Īóūį║─ļŖśO┼c█ßłÕķgŽČĪó▓┘ū„╦«ŲĮĄ╚╩Ūė░ĒæĶTÕV▒Ē├µ┘|┴┐Ą─ųžę¬ę“╦ž [4]ĪŻ
ī”ė┌ŌüŻ¼█ßłÕ▒╚ę╗░Ńį┌0.625~0.88Ż¼█ßłÕ▒╚┤¾Ż¼ätĶTÕV▒Ē├µ┘|┴┐║├Ż¼ų┬├▄Č╚Ė▀5ĪŻ▒Š┤╬įćųŲĄ─█ßłÕęÄĖ±Ęųäe×ķΦ1080mm║═Φ1160mmŻ¼█ßłÕ▒╚▌^┤¾ĪŻ
ĮĄĄ═╚█¤ÆļŖ┴„Ż¼į÷┤¾ĘĆ╗ĪļŖ┴„║═ĘĆ╗Īų▄Ų┌Ż¼ėąų·ė┌Ą├ĄĮ“▒ŌŲĮĀŅ”╚█│žŻ¼Ė─╔Ų╚█│žĄĮ▀ģŪķørŻ¼Å─Č°īŹ¼FĶTÕV│╔ĘųŠ∙ä“ąį║═▒Ē├µ┘|┴┐Ą─ŠC║Ž┐žųŲĪŻ▒Š┤╬įćųŲŪ░ßśī”Č■┤╬ÕVĄ─╚█¤Æ╣ż╦ć▀Mąą┴╦ā×╗»Ż¼ų„ę¬═©▀^ĮĄĄ═╚█¤ÆļŖ┴„┐žųŲ╚█╦┘ĪŻ═©▀^ĘĆ╗ĪļŖ┴„Ą─š{╣Ø┐žųŲ┤┼ł÷ÅŖČ╚Ż¼▀MČ°┐žųŲ╚█│žĄ─╔ŅČ╚║═ą╬ĀŅŻ¼ęįĖ─╔ŲĮī┘į┌╚█│žųąĄ─ĮYŠ¦Śl╝■║═│╔ĘųŠ∙ä“ąįŻ¼▀_ĄĮ╠ßĖ▀šµ┐š╚█¤Æ▓┘ū„Ą─░▓╚½ąį║═ī”ĶTÕV┘|┴┐┐žųŲĄ──┐Ą─[7]ĪŻ▒Š┤╬įćųŲį÷┤¾ĘĆ╗ĪļŖ┴„Ż¼Ė─╔Ų┴╦╚█│žĄĮ▀ģĀŅæB;į÷╝ėĘĆ╗Īų▄Ų┌Ż¼▀m«ö└ŁķLöć░ĶōQŽ“ĢrķgŻ¼į÷╝ė┴╦╚█│žĘĆČ©ĢrķgĪŻ
ę¬½@Ą├▒Ē├µ┘|┴┐ā×┴╝Ą─┤¾ęÄĖ±ĶTÕVŻ¼▀ĆąĶ▓╔ė├“ŲĮņo╚█¤Æ”Ę©Ż¼═©▀^┐žųŲ╚█¤ÆļŖē║Ż¼ęųųŲ╚█¤Æ▀^│╠ųąÕV╣┌Ą─ą╬│╔Ż¼ę╗░Ńæ¬┐žųŲį┌32~45VŻ¼▒Ż│ų║Ž└ĒĄ─╗ĪŠÓ [8]ĪŻ▒Š┤╬įćųŲĮĄĄ═┴╦╚█¤ÆļŖē║Ż¼£pąĪ╗ĪŠÓŻ¼╩╣╚█│ž▒M┴┐▒Ż│ųŲĮĘĆĪŻ
╔Ž╩÷ā×╗»Ą─ūŅĮK─┐Ą─į┌ė┌╠ßĖ▀ĶTÕVĄ─▒Ē├µ┘|┴┐Ż¼£p╔┘ÜŌ┐ūĪó╩Ķ╦╔Īó└õĖ¶Ą╚╚▒Ž▌Ż¼╠ßĖ▀ĶTÕVĄ─│╔▓─┬╩ĪŻā×╗»Ū░║¾Ą─ų„ę¬╚█¤Æ╣ż╦ćģóöĄęŖ▒Ē1ĪŻ
▒Ē1ā×╗»Ū░║¾Ą─ų„ę¬╚█¤Æ╣ż╦ćģóöĄ
| ╣ż╦ć | ╚█¤ÆļŖ┴„/kA | ╚█¤ÆļŖē║/V | ĘĆ╗ĪļŖ┴„/A | ĘĆ╗Īų▄Ų┌/s |
| ā×╗»Ū░ | 35~40 | 32~39 | Į╗┴„25~37 | 15Ī½20 |
| ā×╗»║¾ | 30Ī½35 | 28Ī½33 | Į╗┴„38~45 | 25~30 |
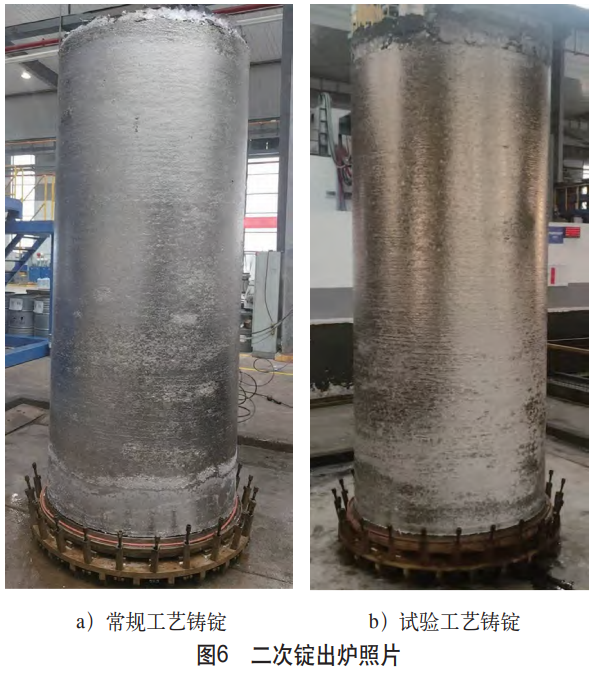
┐žųŲ╚█╦┘║¾Ż¼┐é╚█¤ÆĢrķgį÷╝ė40~50minŻ¼ī”╔·«a╣Ø┼─ė░Ēæ▓╗┤¾ĪŻČ■┤╬ÕV│÷Āt║¾Ż¼Ųõ▒Ē├µ┘|┴┐▌^ā×╗»╣ż╦ćŪ░ėą▌^┤¾Ė─╔ŲŻ¼▒Ē├µ│╩¼FĮī┘╣ŌØ╔Ż¼¤o└õĖ¶╚▒Ž▌╚ńłD6╦∙╩ŠĪŻ
2.4│╔ŲĘĶTÕV╝ė╣ż
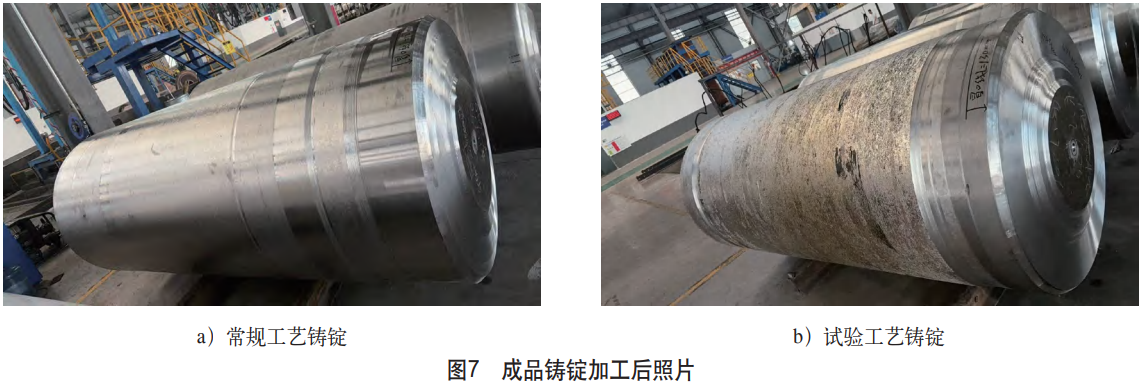
īóŲõųąę╗Ė∙ĶTÕV░┤šš│ŻęÄ╠Ä└Ē╣ż╦ćš¹ÕV░ŪŲż║¾╚ĪśėŻ¼├³├¹×ķ│ŻęÄ╣ż╦ćĶTÕV;┴Ēę╗Ė∙ĶTÕVāHį┌Ņ^ĪóĄū▓┐░ŪŲż▓ó╚ĪśėŻ¼├³├¹×ķįć“×╣ż╦ćĶTÕVĪŻįćśė░┤ššGB/T 4698ś╦£╩▀Mąą│╔ĘųÖz£yĪŻ╠Ä└Ē║¾Ą─│╔ŲĘĶTÕV╚ńłD7╦∙╩ŠŻ¼ĶTÕV│╔ĘųęŖ▒Ē2ĪŻ
▒Ē2ĶTÕV│╔Ęų(┘|┴┐ĘųöĄ)
(%)
| į¬╦ž | Fe | C | N | H | |
| │ŻęÄ╣ż╦ćĶTÕV(Ņ^/Ąū) | 0.02/0.019 | 0.037/0.032 | 0.007/0.008 | 0.003/0.004 | 0.0009/0.0008 |
| įć“×╣ż╦ćĶTÕV(Ņ^/Ąū) | 0.019/0.019 | 0.038/0.038 | 0.007/0.009 | 0.003/0.003 | 0.0007/0.0008 |
3ĪóÕæįņ░Õ┼„
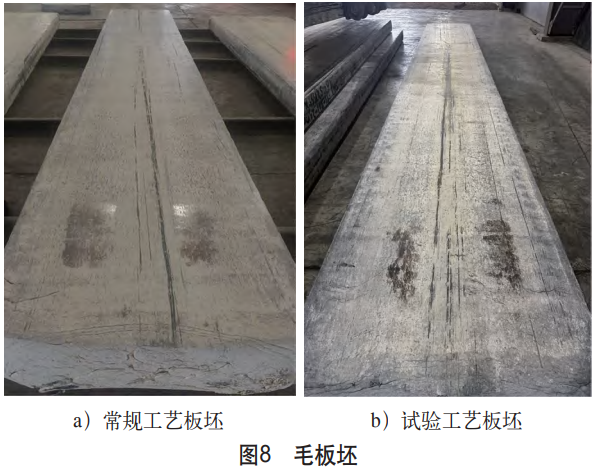
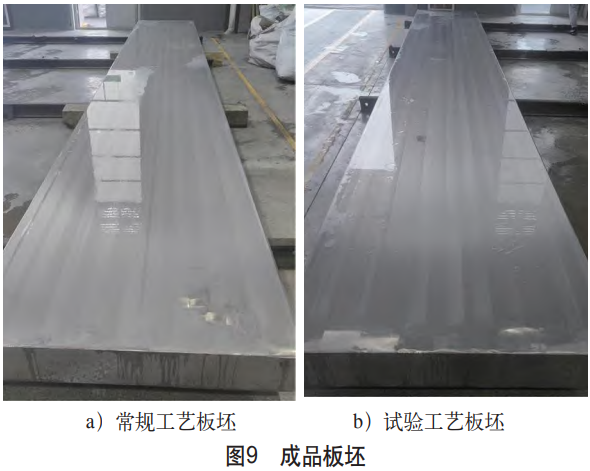
│ŻęÄ╣ż╦ć║═įć“×╣ż╦ćĶTÕVį┌Žõ╩ĮļŖūĶĀtųą░┤šš(1000~1050)Īµx(300~360)minĄ─╝ė¤ßųŲČ╚╝ė¤ßŻ¼į┘ĘųäeĮø63MN(1tf≈10kN)┐ņÕæÖC░┤ę╗┤¾╗┤╬ē║▒ŌÕæįņ│╔├½░Õ┼„Ż¼ūāą╬┴┐×ķ70%Ī½75%Ż¼├½░Õ┼„ĮøŃŖ─ź║¾Ą├ĄĮ│▀┤ń×ķ(200~220)mmx(1250~1260)mmxLĄ─│╔ŲĘ░Õ┼„;├½░Õ┼„╚ńłD8╦∙╩ŠŻ¼│╔ŲĘ░Õ┼„╚ńłD9╦∙╩ŠĪŻ
4Īó¤ß▄łĪó╦ߎ┤
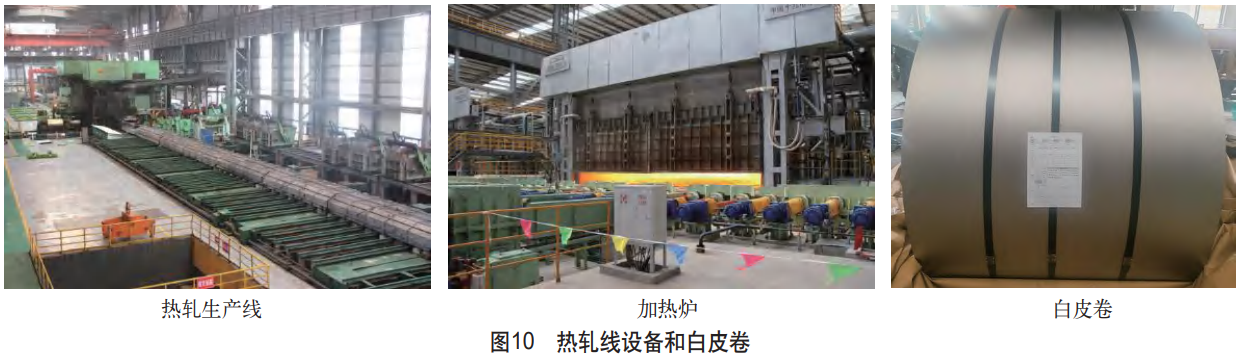
│╔ŲĘ░Õ┼„Įø▓Į▀M╩Į╝ė¤ßĀt╝ė¤ßų┴(1000~1050)Īµx(180~300)minĪŻų«║¾Įø1700mm¤ß▄ł╔·«aŠĆ¤ß▄ł│╔ŠĒĪó╦ߎ┤ĪóŪą▀ģŻ¼Ą├ĄĮ║±Č╚╝s4mmĪóīÆČ╚×ķ1250mmĄ─░ūŲżŠĒĪŻ¤ß▄łŠĆįOéõ╝░░ūŲżŠĒ╚ńłD10╦∙╩ŠĪŻ
5Īó└õ▄ł
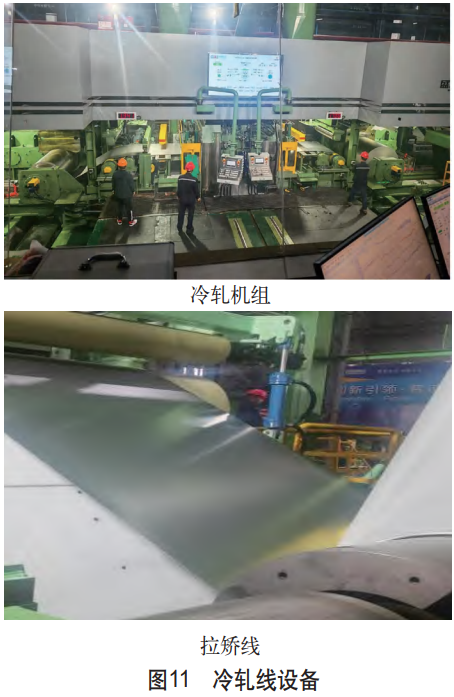
║±Č╚╝s4mmĪóīÆČ╚×ķ1250mmĄ─░ūŲżŠĒĮø1450mmČ■╩«▌ü┐╔─µ╩Į└õ▄łÖC15~20Ą└┤╬└õ▄ł│╔║±Č╚×ķ0.5mmĪóīÆČ╚×ķ1250mmĄ─ĦŠĒŻ¼Ä¦ŠĒĮø├ōų¼ŪÕŽ┤Īó│╔ŲĘ═╦╗║═└Ł│C║¾Ą├ĄĮ│╔ŲĘĦŠĒĪŻ└õ▄ł▀^│╠ųąė^▓ņĦ▓─▒Ē├µ┘|┴┐Ż¼╚¶ėąė░Ēæ▀Mę╗▓Į▄łųŲĄ─╚▒Ž▌Ż¼ätąĶį÷╝ėųąķg╦ߎ┤╣żą“ĪŻ└õ▄łŠĆįOéõ╚ńłD11╦∙╩ŠŻ¼│╔ŲĘĦŠĒ┤“░³║¾╚ńłD12╦∙╩ŠĪŻ
6ĪóÖz£y
6.1▒Ē├µ┘|┴┐
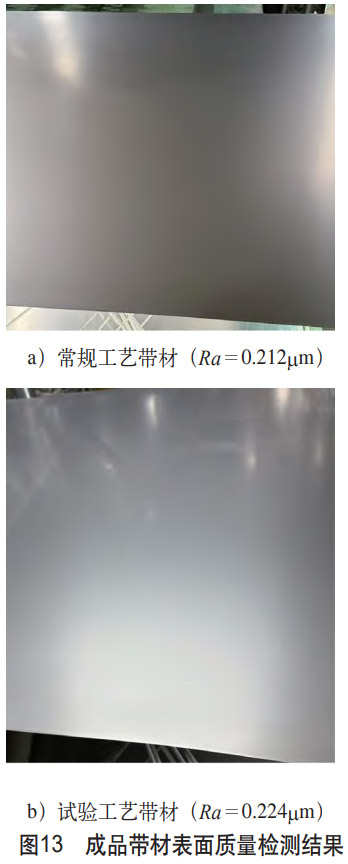
ī”└Ł│C║¾Ą─│╔ŲĘĦ▓─▀Mąą▒Ē├µ┘|┴┐Öz£yĪŻ▒Š┤╬įćųŲĄ─Ħ▓─▒Ē├µ┘|┴┐Ė▀Ż¼¤oē║┐ėĪóäØé¹Ą╚▒Ē├µ╚▒Ž▌Ż¼▒Ē├µ┘|┴┐RaųĄŠ∙ąĪė┌0.25μmŻ¼▀_ĄĮ│¼Š½╝Ü▒Ē├µ╦«ŲĮĪŻ▒Ē├µ┘|┴┐Öz£yĮY╣¹╚ńłD13╦∙╩ŠĪŻ
6.2┴”īWąį─▄
Ęųäeī”│ŻęÄ╣ż╦ć║═įć“×╣ż╦ć║¾Ą─│╔ŲĘĦ▓─╚ĪśėŻ¼Öz£yŲõĖ„ĒŚąį─▄Ż¼▓óģóššASTM B265:2025ųą╝╝ągś╦£╩║═┐═æ¶ę¬Ū¾▀MąąįuČ©ĪŻÖz£yöĄō■ęŖ▒Ē3ĪŻ
▒Ē3Öz£yöĄō■
| ś╦£╩╝░┐═æ¶ę¬Ū¾ | │ŻęÄ╣ż╦ćĦ▓─ | įć“×╣ż╦ćĦ▓─ | |||
| īŹ£yųĄ | īŹ£yųĄ | ||||
| ┐vŽ“L | ÖMŽ“T | ┐vŽ“L | ÖMŽ“T | ||
| ┐╣└ŁÅŖČ╚ /MPa | ≥240 | 321 | 328 | 308 | 311 |
| Ū³Ę■ÅŖČ╚ /MPa | 138~310 | 218 | 175 | 201 | 163 |
| öÓ║¾╔ņķL ┬╩(%) | ≥24 | 39.5 | 41.5 | 38.5 | 41.5 |
| ė▓Č╚HV | 121Īó120Īó126 | 125Īó129Īó128 | |||
| ▒Ł═╗ųĄ | >10 | 10.8 | 11.1 | ||
| ÅØŪ·ĮŪČ╚ /( ) | 105 | D=3T║ŽĖ± | D=3T║ŽĖ± | ||
Å─▒Ē3┐╔┐┤│÷Ż¼│ŻęÄ╣ż╦ć║═įć“×╣ż╦ćĄ─│╔ŲĘĦ▓─ŲõĖ„ĒŚÖz£yöĄō■Š∙ØMūŃś╦£╩║═┐═æ¶ę¬Ū¾Ż¼öĄō■▓Ņ«Éąį▌^ąĪĪŻ
6.3Š¦┴ŻČ╚
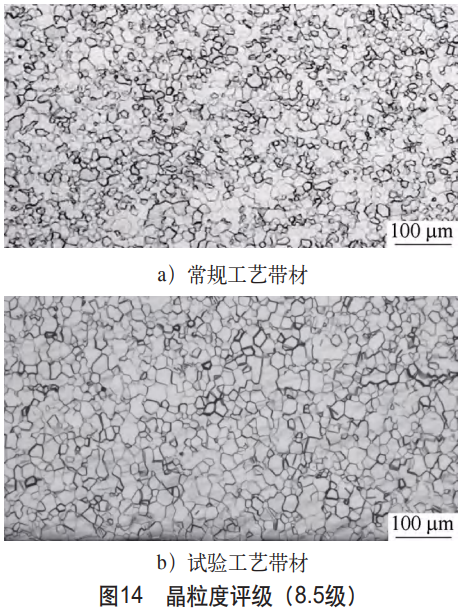
ī”│ŻęÄ╣ż╦ć║═įć“×╣ż╦ćĄ─│╔ŲĘĦ▓─▀MąąĖ▀▒ČĮM┐ŚĄ─Š¦┴ŻČ╚įu╝ēŻ¼┐═æ¶ę¬Ū¾Š¦┴ŻČ╚≥5╝ēŻ¼įu╝ēĮY╣¹Š∙×ķ8.5╝ēŻ¼ØMūŃę¬Ū¾Ż¼╚ńłD14╦∙╩ŠĪŻ
6.4│╔▓─┬╩ī”▒╚
│ŻęÄ╣ż╦ć║═įć“×╣ż╦ć│╔ŲĘĦ▓─į┌Ė„╝ė╣żŁh╣ØĄ─ųž┴┐╝░│╔▓─┬╩ĮyėŗöĄō■ęŖ▒Ē4ĪŻ
▒Ē4Ė„╣żą“ųž┴┐╝░│╔▓─┬╩öĄō■Įyėŗ
| ╣żą“ | │ŻęÄ╣ż╦ćĦ▓─ | įć“×╣ż╦ćĦ▓─ | ||
| ųž┴┐ /kg | ╣żą“│╔▓─┬╩ (%) | ųž┴┐ | ╣żą“│╔▓─ ┬╩(%) | |
| ║ŻŠdŌü (═Č┴Ž) | 12000 | ę╗ | 12000 | |
| │╔ŲĘĶTÕV | 11470 | 95.58 | 11840 | 98.67 |
| │╔ŲĘ░Õ┼„ | 10325 | 90.02 | 10720 | 90.54 |
| │╔ŲĘĦ▓─ | 8995 | 87.12 | 9570 | 89.27 |
| ŠC║Ž | 74.96 | - | 79.75 | |
7ĪóĮY╩°šZ
1)╩╣ė├VAR╚█¤ÆĄ─15tĪó∅1160mm│¼┤¾ęÄĖ±╝āŌüĶTÕVŻ¼ĘųäeĮø│ŻęÄÖCąĄ╝ė╣ż╣ż╦ć║═įć“×╣ż╦ć╠Ä└ĒŻ¼į┘Įø║¾└m╣żą“╔·«a×ķ0.5mm║±Ą─│╔ŲĘĦ▓─Ż¼Ųõ▒Ē├µ┘|┴┐Ra<0.25μmŻ¼▀_ĄĮ│¼Š½╝Ü▒Ē├µ╦«ŲĮŻ¼Ųõ┴”īWąį─▄ĪóŠ¦┴ŻČ╚Ą╚╝ēĄ╚Ė„ĒŚÖz£yĮY╣¹Š∙ØMūŃASTM B265:2025ųą╝╝ągś╦£╩║═┐═æ¶ę¬Ū¾ĪŻ
2)▌^│ŻęÄ╣ż╦ćŻ¼įć“×╣ż╦ćčąųŲ│÷Ą─│╔ŲĘĦ▓─ŠC║Ž│╔▓─┬╩╠ßĖ▀4.79%,Ųõųą,│╔ŲĘĶTÕV╣żą“Ą─│╔▓─┬╩╠ßĖ▀3.09%Īó│╔ŲĘ░Õ┼„╣żą“Ą─│╔▓─┬╩╠ßĖ▀0.52%Īó│╔ŲĘĦ▓─Ą─▄łųŲ╣żą“│╔▓─┬╩Ė▀2.15%(│ŻęÄ╣ż╦ćĦ▓─ę“└õ▄ł║¾▒Ē├µ┘|┴┐å¢Ņ}┤µį┌Č■┤╬╦ߎ┤Ą─Ūķør)ĪŻę“┤╦Ż¼į┌«aŲĘ┘|┴┐Ą├ęį▒ŻūCĄ─Ū░╠ߎ┬Ż¼▓╔ė├įć“×╣ż╦ćĄ─│╔ŲĘĦ▓─▌^│ŻęÄ╣ż╦ć┐╔ėąą¦╠ßĖ▀│╔▓─┬╩ĪŻ
3)ÕæįņĪóŃŖ─źĪó▄łųŲĄ╚╝ė╣żŁh╣ØĄ─╣ż╦ćęčŽÓī”│╔╩ņŻ¼ŲõĦüĒĄ─▓─┴Žōp║─┌ģė┌ĘĆČ©Ż¼ę“┤╦ĶTÕV┘|┴┐│╔×ķė░Ēæ╝ė╣ż▓─│╔ŲĘ┬╩╝░│╔▒ŠĄ─ĻPµIę“╦žĪŻČ°ę¬▓╔ė├įć“×╣ż╦ćųąĄ─ĶTÕV╝ė╣żĘĮ░ĖŻ¼Ū░╠ß╩Ūā×╗»│╔ŲĘĶTÕVĄ─╚█¤Æ╣ż╦ćĪŻĖ∙ō■▒Š╬─įćųŲΦ1160mm┤¾ęÄĖ±ĶTÕVĄ─Įø“ׯ¼į┌█ßłÕ▒╚ę╗Č©Ą─Śl╝■Ž┬Ż¼▓╔╚ĪĮĄĄ═╚█¤ÆļŖ┴„ų┴30~35kAĪóĮĄĄ═╚█¤ÆļŖē║ų┴28~33VĪóį÷┤¾ĘĆ╗ĪļŖ┴„ų┴38~45AĪóį÷╝ėĘĆ╗Īų▄Ų┌ų┴25~30sĄ─┤ļ╩®Ż¼ėąų·ė┌Ą├ĄĮ“▒ŌŲĮĀŅ”▌^ĘĆČ©Ą─╚█│žŻ¼Ė─╔Ų╚█│žĄĮ▀ģŪķørŻ¼īŹ¼FĶTÕV│╔ĘųŠ∙ä“ąį║═▒Ē├µ┘|┴┐Ą─ŠC║Ž┐žųŲŻ¼╠ßĖ▀ĶTÕVĄ─▒Ē├µ┘|┴┐Ż¼ūŅĮK▀_ĄĮ╠ßĖ▀0.5mm║±Ä¦▓─│╔▓─┬╩Ą──┐Ą─ĪŻ
ģó┐╝╬─½I:
[1]└ŅŪÓįŲŻ¼═§Ą└┬ĪŻ¼äóč┼═źŻ¼Ą╚.ŽĪėąĮī┘▓─┴Ž╝ė╣ż╩ųāį[M].1░µ.▒▒Š®:ę▒Į╣żśI│÷░µ╔ńŻ¼1984.
[2]³S▓«įŲŻ¼└Ņ│╔╣”Ż¼╩»┴”ķ_Ż¼Ą╚.ųąć°▓─┴Ž╣ż│╠┤¾ĄõĄ┌4ŠĒ:ėą╔½Įī┘▓─┴Ž╣ż│╠(╔Ž)[M].1░µ.▒▒Š®:╗»īW╣żśI│÷░µ╔ńŻ¼2006.
[3]└Ņ½I▄Ŗ.šµ┐šūį║─ļŖ╗ĪĀt╚█¤Æ╝╝ąg║═ĶTÕV┘|┴┐å¢Ņ}[J].Ōü╣żśI▀Mš╣Ż¼2001(3):16-22.
[4]ĻÉĘÕŻ¼┼ĒÅŖŻ¼ĻÉ¹ÉŻ¼Ą╚.VAR╚█¤Æ┤¾ęÄĖ±ŌüĶTÕV▒Ē├µ┘|┴┐┼c╚█¤ÆļŖē║Ą─ĻPŽĄ[J].┐Ų╝╝äōą┬┼cæ¬ė├Ż¼2015Ż¼115(3):31-32.
[5]└Ņ½I▄Ŗ.šµ┐šūį║─ļŖ╗ĪĀt╚█¤Æ╝╝ąg║═ĶTÕV┘|┴┐å¢Ņ}[J].Ōü╣żśI▀Mš╣,2001(3):16-22.
[6]ŚŅĮĪŻ¼Åłķ_░lŻ¼▓▄ĮŁ║ŻŻ¼Ą╚.VAR╚█¤ÆųŲéõ│¼┤¾ęÄĖ±TC4ELIŌü║ŽĮĶTÕV蹊┐[J].Ōü╣żśI▀Mš╣Ż¼2023Ż¼40(4):1-5.
[7]Óu韯¼Ė▀ĒĀŻ¼ĻÉæŪ¼Ż¼Ą╚.VARĀt╚█¤Æ▀^│╠ųą┤┼ł÷ū„ė├Ą─Ęų╬÷[J].Ōü╣żśI▀Mš╣Ż¼2003(Z1):59-62.
[8]ĻÉĘÕŻ¼┼ĒÅŖŻ¼ĻÉ¹ÉŻ¼Ą╚.VAR╚█¤Æ┤¾ęÄĖ±ŌüĶTÕV▒Ē├µ┘|┴┐┼c╚█¤ÆļŖē║Ą─ĻPŽĄ[J].┐Ų╝╝äōą┬┼cæ¬ė├,2015,115(3):31-32.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║ę╗ĘNėąą¦╠ßĖ▀0.5mm║±╝āŌüĦ▓─│╔▓─┬╩Ą─╣ż╦ć蹊┐_ŚŅ╦╔Ż®
tagś╦║×:╝āŌü▒ĪĦ,VAR╚█¤Æā×╗»,ĶTÕV░ŪŲż╣ż╦ć,╚½╣żą“╣▄┐ž