



░l▓╝╚šŲ┌Ż║2026-4-20 16:04:38
Ti-6Al-4V[TC4]║ŽĮū„×ķα+βą═Ōü║ŽĮĄ─Ąõą═┤·▒ĒŻ¼ę“Ųõ├▄Č╚Ą═Īó▒╚ÅŖČ╚Ė▀Īóā׫ɥ──═Ė»╬gąįĪó┴╝║├Ą─┴”īWąį─▄╝░┐╔╝ė╣żąįŻ¼▒╗ÅVĘ║æ¬ė├ė┌║Į┐š║Į╠ņĪó║Żč¾╣ż│╠Īóć°Ę└▄Ŗ╣żĄ╚ĻPµIŅIė“ĪŻ╚╗Č°Ż¼į┌╚█¤Æ▀^│╠ųąŻ¼TC4║ŽĮśOęū╬³╩šÜõ║═觯¼ī¦ų┬Üõ┤Ó╗“č§║¼┴┐│¼ś╦Ż¼ę“┤╦═©│Ż▓╔ė├šµ┐šūį║─ļŖ╗Ī╚█¤Æ[VAR]į┌Ė▀šµ┐šŁhŠ│Ž┬ųŲéõĶTÕVĪŻĮøVAR╚█¤Æ½@Ą├Ą─ĶTÕV═©│ŻŠ▀ėą┤ų┤¾Ą─Š¦┴ŻĮM┐Ś║═▌^▓ŅĄ─ŠC║Žąį─▄Ż¼ļyęįų▒ĮėØMūŃ╣ż│╠æ¬ė├ę¬Ū¾Ż¼ę“┤╦ąĶ═©▀^║¾└m¤ßūāą╬╣ż╦ć▀MąąĮM┐Ś╝Ü╗»Ż¼ęįØMūŃŽÓĻPŅIė“Ą─ąį─▄ąĶŪ¾ĪŻ
Õæįņū„×ķ¤ßūāą╬ĘĮ╩ĮųąĄ─ę╗ĘNųžę¬╩ųČ╬Ż¼│Żė├ė┌╝Ü╗»Ōü║ŽĮĮM┐ŚŻ¼╠ß╔²║ŽĮ┴”īWąį─▄ĪŻī”ė┌TC4Ōü║ŽĮŻ¼Õæįņ═©│ŻĘų×ķβŽÓģ^Õæįņ║═α+βā╔ŽÓģ^Õæįņā╔éĆļAČ╬ĪŻβŽÓģ^Õæįņų╝į┌īóĶTæBĄ─┤¾Š¦┴ŻĮM┐Ś▀MąąŲŲ╦ķŻ¼╩╣Ą├βŠ¦┴Ż░l╔·ūāą╬╝░äėæBį┘ĮYŠ¦Ż¼╝Ü╗»βŠ¦┴ŻĪŻļS║¾į┌α+βŽÓģ^ā╚▀xō±║Ž▀mĄ─ūāą╬£žČ╚▀Mąąā╔ŽÓģ^ÕæįņĪŻŲõų„ę¬─┐Ą─╩Ū╩╣βŠ¦┴Żā╚▓┐╬÷│÷Ą─Ų¼īėĀŅαŽÓ░l╔·│õĘųūāą╬ĪóŲŲ╦ķĪóį┘ĮYŠ¦╝░Ū“╗»Ż¼Å─Č°½@Ą├└ĒŽļĄ─ļpæBĮM┐Ś┼c┴╝║├Ą─┴”īWąį─▄ĪŻ╚╗Č°Ż¼į┌īŹļH╔·«aųąŻ¼ė╔ė┌Ōü║ŽĮ┼„┴Ž▒®┬Čė┌┤¾ÜŌŁhŠ│ųąŻ¼¤ßĮ╗ōQ▓╗┐╔▒▄├ŌŻ¼ī¦ų┬Õæįņ▀^│╠īŹ┘|╔Ž×ķ“ĮĄ£žÕæįņ”ĪŻė╚Ųõī”ė┌öĄćŹ╝ē┤¾│▀┤ńĄ─Ōü║ŽĮ┼„┴ŽŻ¼Ųõ▒Ēīė╔ó¤ß┐ņĪóą─▓┐└õģs┬²Ż¼╝ėų«’@ų°Ą─│▀┤ńą¦æ¬Ż¼╩╣Ą├Ōü║ŽĮ┼„┴ŽĮž├µ╔Ž£žČ╚ł÷Ęų▓╝▓╗Š∙Ż¼▀MČ°įņ│╔ūŅĮKŌü║ŽĮÕæ╝■Ą─╬óė^ĮM┐Ś[╚ń│§╔·αŽÓą╬├▓Īó¾wĘeĘųöĄ╝░│▀┤ńĘų▓╝]║═┴”īWąį─▄į┌▒Ēīė┼cą─▓┐ų«ķg┤µį┌├„’@▓Ņ«ÉĪŻ▀@ĘNĮM┐Ś┼cąį─▄Ą─▓╗Š∙ä“ąįć└ųžė░ĒæŌü║ŽĮÕæ╝■Ę■ę█ąį─▄Ą─ĘĆČ©ąį║═╩╣ė├ē█├³Ż¼žĮąĶ═©▀^║¾└m╣ż╦ć╝ėęįš{┐žĪŻ
¤ß╠Ä└Ē╩ŪĖ─╔ŲŌü║ŽĮÕæ╝■ĮM┐ŚŠ∙ä“ąįĄ─ėąą¦═ŠÅĮų«ę╗Ż¼ŲõųąŻ¼═╦╗£žČ╚┼c▒Ż£žĢrķgĄ╚ĻPµIģóöĄī”Ōü║ŽĮÕæ╝■│§╔·αŽÓ┼c┤╬╔·αŽÓĄ─ą╬├▓Īó¾wĘeĘųöĄęį╝░Ęų▓╝ĘĮ╩ĮŠ▀ėąøQČ©ąįĄ─ė░ĒæĪŻ▒Š╣żū„ŽĄĮy蹊┐┴╦▓╗═¼═╦╗£žČ╚ī”ė┌TC4Ōü║ŽĮÕæ╝■ĮM┐Ś┼cąį─▄Ą─ė░ĒæŻ¼╠ĮŠ┐ūŅ╝čĄ─═╦╗╣ż╦ćŻ¼īŹ¼FŌü║ŽĮÕæ╝■ĮM┐Ś┼cąį─▄Ą─Š∙ä“ąįŻ¼ų╝į┌×ķīŹļH╔·«a╠ß╣®Ė³ČÓĄ─└Ēšō╝╝ągųĖī¦ĪŻ
1Īóįć“×▓─┴Ž┼cĘĮĘ©
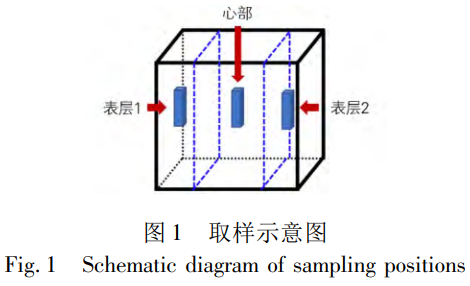
įć“×▓─┴Ž×ķ400mmx600mmķLĘĮ¾wą╬ĀŅĄ─TC4Ōü║ŽĮÕæ╝■Ż¼Ųõ╗»īW│╔Ęų[┘|┴┐ĘųöĄŻ¼%]×ķ6.59AlĪó4.19VĪó0.186FeĪó0.01SiĪó0.001HĪó0.140Īó0.011CĪó0.004N,ėÓ┴┐TiĪŻβŽÓūā³c£žČ╚×ķ[990±5]ĪµĪŻ╩ūŽ╚▓╔ė├šµ┐šūį║─ļŖ╗ĪĀtĮø╚²┤╬╚█¤ÆųŲéõĶTÕVŻ¼ų«║¾ī”ĶTÕV▀MąąβŽÓģ^ęį╝░α+βā╔ŽÓģ^Ą─ČÓ╗┤╬Õæįņ│╔ą╬ĪŻÕæįņĮY╩°║¾ī”Ą├ĄĮĄ─įŁ╩╝Ōü║ŽĮÕæ╝■▀Mąą780Īµx 2h,┐š└õ[AC]Ą─Ą═£ž═╦╗╠Ä└Ē,īóŲõėø×ķ1╠¢Õæ╝■ĪŻ
į┌Ą═£ž═╦╗Ōü║ŽĮÕæ╝■╗∙ĄA╔ŽŻ¼Ūą╚ĪČÓéĆęÄĖ±×ķ400 mmx100 mmĄ─įćēKŻ¼Ęųäeį┌910Īó920Īó930║═940ĪµĖ▀£ž═╦╗2h║¾┐š└õŻ¼īó▓╗═¼£žČ╚═╦╗╠Ä└ĒĄ─Ōü║ŽĮÕæ╝■Ęųäeėø×ķ2Īó3Īó4Īó5╠¢Õæ╝■ĪŻ▓╔ė├CMT6103╚f─▄┴”īWįć“×ÖC▀Mąą└Ł╔ņ£yįćŻ¼ę└ō■GB/T228.1-2021ĪČĮī┘▓─┴Ž└Ł╔ņįć“ץ┌1▓┐Ęų:╩ę£žįć“×ĘĮĘ©ĪĘł╠ąąĪŻ×ķ蹊┐Õæ╝■▓╗═¼╬╗ų├ąį─▄║═ĮM┐ŚĄ─Š∙ä“ąįŻ¼└Ł╔ņįćśėĘųäeį┌▒Ēīė1Ż¼ą─▓┐Ż¼▒Ēīė2╠Ä╚ĪśėŻ¼╚Īśė╩ŠęŌłD╚ńłD1╦∙╩ŠŻ¼Ųõųąįćśė▌SŽ“ĘĮŽ“┼c╚ĪśėĘĮŽ“ę╗ų┬ĪŻ×ķ▒▄├Ō£yįćļSÖCąįŻ¼├┐ĘNÕæ╝■▓╗═¼╬╗ų├Ė„╚Ī2éĆŲĮąąįćśė▀Mąą£yįćĪŻų«║¾ī”▓╗═¼Ą─TC4Ōü║ŽĮÕæ╝■▓╔ė├▓╠╦Š’@╬óńR▀Mąą’@╬óĮM┐Śė^▓ņĪŻĮŽÓįćśėĮø300Īó800Īó1500Īó2000╠¢╔░╝ł┤“─ź║¾▀MąąÆü╣ŌŻ¼▓╔ė├HF:HNO3:H2O=1:3:9Ą─Ė»╬gę║▀MąąĖ»╬gŻ¼Ė»╬gĢrķg×ķ5~10sĪŻ▓╔ė├Image pro plusłDŽ±Ęų╬÷▄ø╝■ī”│§╔·αŽÓ│▀┤ń╝░¾wĘeĘųöĄ▀MąąĮyėŗŻ¼ī”5ÅłłD▀MąąĮyėŗĄ├ĄĮŲĮŠ∙ųĄĪŻ
2Īóįć“×ĮY╣¹┼cėæšō
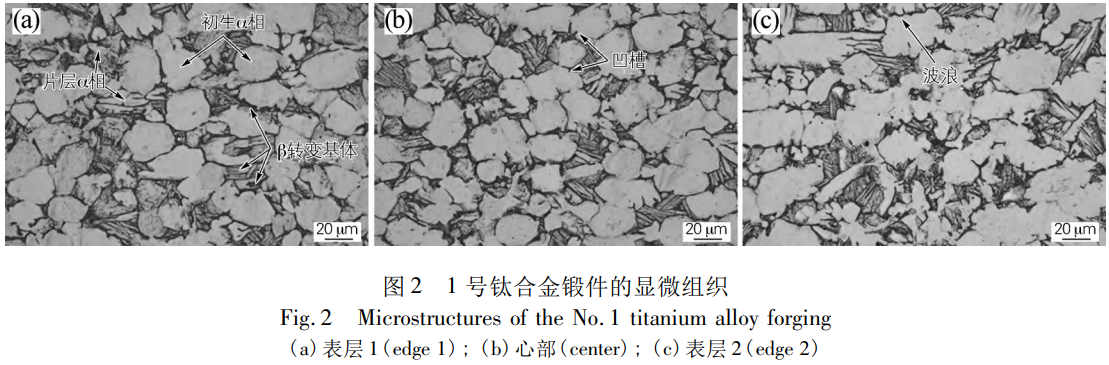
▒Ē1┴ą│÷┴╦1╠¢Ōü║ŽĮÕæ╝■Ą─┴”īWąį─▄Ż¼ė╔ĮY╣¹┐╔ęį┐┤│÷Ż¼1╠¢Ōü║ŽĮÕæ╝■▀ģ▓┐ģ^ė“┼cą─▓┐ģ^ė“Ą─┴”īWąį─▄┤µį┌├„’@▓Ņ«ÉŻ¼Ųõųą▒Ēīė2ģ^ė“Ą─┐╣└ŁÅŖČ╚┼cą─▓┐ģ^ė“ŽÓ▒╚Ż¼ŲõūŅ┤¾▓ŅųĄ×ķ31 MPaĪŻ┤╦═ŌŻ¼▒Ēīė1ģ^ė“Ą─┴”īWąį─▄┼c▒Ēīė2ģ^ė“ŽÓ▒╚Ż¼ę▓┤µį┌├„’@Ą─▓Ņ«ÉŻ¼▒Ē├„įŁ╩╝Ōü║ŽĮÕæ╝■▓╗═¼╬╗ų├Ą─┴”īWąį─▄Š∙ä“ąį▌^▓ŅĪŻłD2Įo│÷┴╦1╠¢Ōü║ŽĮÕæ╝■▓╗═¼ģ^ė“Ą─’@╬óĮM┐ŚłDŻ¼Ųõųą├„┴┴▓┐Ęų╩ŪαŽÓŻ¼░³║¼│§╔·αŽÓ║═Ų¼īėαŽÓ,▌^░Ą▓┐Ęų╩ŪβŽÓ,ę▓ĘQ×ķβ▐DūāĮM┐ŚĪŻÅ─łD2’@╬óĮM┐Ś┐╔ęį┐┤ĄĮŻ¼┤¾┴┐Ą─│§╔·αŽÓ▀ģŠē│╩¼F“▓©└╦”ĀŅ╗“š▀ėą“░╝įŃ”│÷¼FŻ¼╚ńłD2[bŻ¼c]╦∙╩ŠĪŻĖ∙ō■SemiatinĄ╚蹊┐Ż¼ā╔ŽÓŌü║ŽĮį┌¤ß╝ė╣ż═Ļ│╔║¾Ą─ņoæB═╦╗╠Ä└ĒĢrĢ■░l╔·ņoæBŪ“╗»Ż¼ņoæBŪ“╗»ų„ę¬░³└©│§Ų┌Ą─Š¦ĮńĘųļxÖCųŲ╝░║¾Ų┌Ą──®Č╦▀węŲÖCųŲĪŻŠ¦ĮńĘųļx╩Ūė╔ė┌¤ß╝ė╣żūāą╬Ģ■ę²╚ļü劦ĮńŻ¼╩╣Ą├αŽÓā╚▓┐ą╬│╔Š¦┴ŻŻ¼ė╔ė┌▒Ē├µÅł┴”Ą─ū„ė├,╩╣Ą├βŽÓ┤®╚ļα/αŠ¦Įń,ą╬│╔“¤ß░╝▓█”ĪŻļSų°öU╔óĄ─▀MąąŻ¼βŽÓ▓╗öÓØB═ĖŻ¼ūŅĮKĘųļxŠ¦ĮńĪŻī”ė┌─®Č╦▀węŲŻ¼╩ŪųĖαŽÓĄ─Ū·├µ┼cŲĮ╗¼Įń├µų«ķg┤µį┌Ū·┬╩▓ŅŻ¼įņ│╔Ū·├µä▌─▄┤¾ė┌ŲĮ╗¼├µŻ¼┤µį┌─▄┴┐╠▌Č╚Ż¼┤┘╩╣į¬╦ž▀węŲŻ¼ūŅĮKį┌αŽÓĄ─▀ģŠē╠Äą╬│╔▓©└╦ĀŅĪŻ¤ošō╩ŪŠ¦ĮńĘųļxŪ“╗»ęį╝░─®Č╦▀węŲŪ“╗»Č╝╩Ūė╔į¬╦žöU╔ó┐žųŲŻ¼Č°į¬╦žöU╔óąą×ķų„ę¬╩▄£žČ╚║═Ģrķgė░ĒæĪŻī”ė┌1╠¢Ōü║ŽĮÕæ╝■Ż¼į┌ÕæįņĮY╩°║¾╝ė¤ßĄĮ780Īµ▀Mąą═╦╗Ż¼ė╔ė┌Õæ╝■▒Š╔Ē▌^┤¾Ż¼į┌780Īµ═╦╗£žČ╚Ž┬į¬╦žöU╔ó“īäė┴”┐╔─▄▓╗Ė▀Ż¼╩╣Ą├ņoæBŪ“╗»▀@ę╗▀^│╠▓╗═Ļ╚½Ż¼ūŅĮKą╬│╔“░╝▓█”“▓©└╦”Ą╚¼FŽ¾ĪŻ┤╦═ŌŻ¼ĮM┐ŚłDųą▓┐ĘųαŽÓÖM┐v▒╚┤¾ė┌2:1Ż¼ī┘ė┌ĘŪĄ╚▌SĮM┐ŚŻ¼▀@Å─é╚├µę▓šōūC┴╦ņoæBŪ“╗»▓╗│õĘų▀@ę╗ė^³cĪŻ
▒Ē1 1╠¢Ōü║ŽĮÕæ╝■Ą─└Ł╔ņąį─▄
Table 1 Tensile properties of No.1 titanium alloy forging
| Ōü║ŽĮÕæ╝■ | ═╦╗£žČ╚/Īµ | ╬╗ų├ | Rm/MPa | Rp0.2/MPa | A/% | Z1% |
| ▒Ēīė1 | 917/918 | 847/846 | 16.5/18.5 | 46/46 | ||
| 1╠¢ | 780 | ą─▓┐ | 930/923 | 855/856 | 18.5/19.0 | 44/45 |
| ▒Ēīė2 | 954/951 | 870/865 | 16.5/18.0 | 44/43 |
×ķŽ¹│²įŁ╩╝1╠¢Ōü║ŽĮÕæ╝■▓╗═¼ģ^ė“Ą─ĮM┐Ś║═┴”īWąį─▄▓╗Š∙ä“ąįŻ¼ī”1╠¢Ōü║ŽĮÕæ╝■▀Mąą┴╦910Īµ║═920ĪµĄ─═╦╗╠Ä└ĒŻ¼Ųõ┴”īWąį─▄ĮY╣¹╚ń▒Ē2╦∙╩ŠĪŻÅ─▒Ē2┐╔ęį┐┤│÷Ż¼Įø▀^910Īµ═╦╗║¾Ż¼▒M╣▄2╠¢Ōü║ŽĮÕæ╝■Ą─┴”īWąį─▄ŽÓ▒╚1╠¢Ōü║ŽĮÕæ╝■ėą┴╦ę╗Č©Ą─╠ß╔²Ż¼Ą½Ųõ▒Ēīėģ^ė“║═ą─▓┐ģ^ė“Ą─▓╗Š∙ä“ąį╚į╚╗┤µį┌ĪŻĮø▀^920Īµ╠Ä└Ē║¾Ż¼▀@ĘN▓╗Š∙ä“ąį¼FŽ¾╚į╬┤Ą├ĄĮėąą¦Ė─╔ŲŻ¼▓óŪę3╠¢Ōü║ŽĮÕæ╝■Ą─▒Ēīė1ģ^ė“║═ą─▓┐ģ^ė“Ą─┴”īWąį─▄ŽÓ▌^ė┌2╠¢Ōü║ŽĮÕæ╝■│÷¼F├„’@Ž┬ĮĄĪŻ
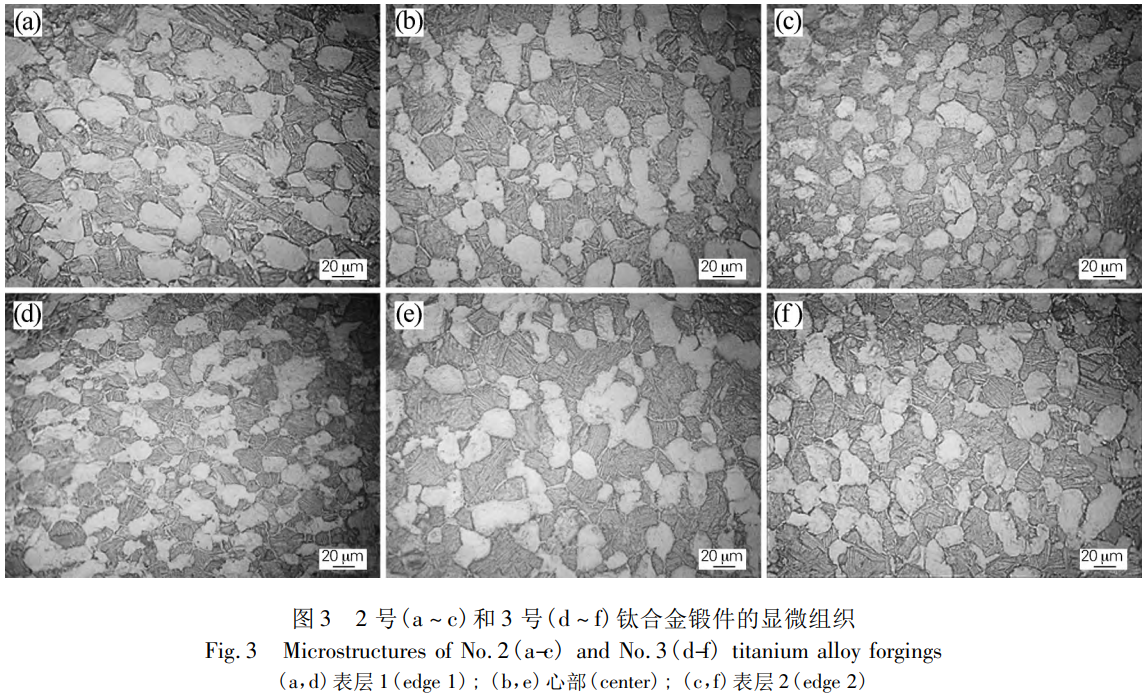
═©▀^ī”2╠¢╝░3╠¢Ōü║ŽĮÕæ╝■▀Mąą’@╬óĮM┐Śė^▓ņ,ĮY╣¹╚ńłD 3╦∙╩Š,┐╔ęį┐┤ĄĮ 2╠¢╝░ 3╠¢Ōü║ŽĮÕæ╝■▒Ēīėģ^ė“╝░ą─▓┐ģ^ė“│§╔·αŽÓĄ─│▀┤ńĄ─Š∙ä“ąįśO▓ŅĪŻė╚Ųõ╩Ū3╠¢Ōü║ŽĮÕæ╝■Ą─▒Ēīė1╝░ą─▓┐ģ^ė“Ż¼▀@┐╔─▄╩Ūįņ│╔Ųõ┴”īWąį─▄▌^Ą═Ą─ę╗éĆųžę¬įŁę“ĪŻ▀Mę╗▓ĮÅ─2╠¢╝░3╠¢Ōü║ŽĮÕæ╝■▓╗═¼ģ^ė“Ą─ĮM┐Ś┐╔ęį┐┤│÷Ż¼│§╔·αŽÓĄ─│▀┤ń┼c¾wĘeĘųöĄŽÓ▒╚ė┌1╠¢Ōü║ŽĮÕæ╝■ĮM┐Śėą╦∙ĮĄĄ═ĪŻłD4┴ą│÷┴╦TC4Ōü║ŽĮÕæ╝■į┌▓╗═¼═╦╗£žČ╚Ž┬Ą─│§╔·αŽÓ│▀┤ńĘų▓╝╝░¾wĘeĘųöĄĄ─ūā╗»ĪŻÅ─łD4┐╔ęį┐┤│÷Ż¼Įø▀^910ĪµĖ▀£ž═╦╗║¾Ż¼2╠¢Ōü║ŽĮÕæ╝■▒Ēīė 1Īóą─▓┐║═▒Ēīė 2Ą─│§╔·αŽÓŲĮŠ∙│▀┤ń×ķ 29.5Īó25.7║═24.8μmŻ¼ŲĮŠ∙¾wĘeĘųöĄĘųäe×ķ40.1%Īó38.6%║═36.7%ĪŻ3╠¢Ōü║ŽĮÕæ╝■▒Ēīė1Īóą─▓┐║═▒Ēīė2Ą─│§╔·αŽÓŲĮŠ∙│▀┤ń×ķ 25.7Īó28.3║═ 26.1μm,ŲĮŠ∙¾wĘeĘųöĄĘųäe×ķ33.3%Īó36.7%║═35.1%ĪŻ┼c1╠¢Ōü║ŽĮÕæ╝■ŽÓ▒╚Ż¼▓╗═¼ģ^ė“│§╔·αŽÓ│▀┤ńĮĄĄ═┴╦ 10~15μm,ŲĮŠ∙¾wĘeĘųöĄŽ┬ĮĄ┴╦15%~22%ĪŻ«ö═╦╗£žČ╚▌^Ė▀ĢrŻ¼│§╔·αŽÓĢ■░l╔·ŽÓūā,▐Dūā×ķβŽÓĪŻ£žČ╚įĮĮėĮ³ŽÓūā³c,ŽÓūā“īäė┴”įĮĖ▀Ż¼▐Dūā▒╚└²Š═įĮ┤¾ĪŻ┤╦═ŌŻ¼Å─łD3[a,d]┐╔ęį┐┤│÷Ż¼│§╔·αŽÓ“░╝▓█”║═“▓©└╦”¼FŽ¾Ž¹╩¦Ż¼▀@šf├„═╦╗£žČ╚╠ß╔²ų┴910║═920Īµ▒Ż£žĢrŻ¼ņoæBŪ“╗»▀^│╠▀Mę╗▓Į▀MąąŻ¼Ą½╩Ū┤¾┴┐Ą─│§╔·αŽÓ×ķ▓╗ęÄätĄ─Ą╚▌SĀŅŻ¼▀@┐╔─▄╩Ūė╔ė┌į┌▒Ż£ž▀^│╠ųąņoæBŪ“╗»▀^│╠▓╗│õĘųŻ¼╩╣Ą├ø]ėą═Ļ╚½Ū“╗»Ą─│§╔·αŽÓŠų▓┐▐Dūā×ķβŽÓŻ¼įņ│╔▀ģŠēėąŅÉ╦Ų“’w▀ģ”Īó“╝Ō┤╠”Ą╚▓╗ęÄätą╬ĀŅ│÷¼FŻ¼▀@┐╔─▄ę▓╩Ūī¦ų┬ĮM┐ŚŠ∙ä“ąį▌^▓ŅĄ─įŁę“ĪŻ
▒Ē2 2╠¢║═3╠¢Ōü║ŽĮÕæ╝■Ą─└Ł╔ņąį─▄
Table 2 Tensile properties of No.2 and No.3 titanium alloy forgings
| Ōü║ŽĮÕæ╝■ | ═╦╗£žČ╚/Īµ | ╬╗ų├ | Rm/MPa | Rp0.2/MPa | A/% | Z |
| 2╠¢ | 780+ 910 | ▒Ēīė1 | 963/959 | 871/866 | 14.0/14.0 | 44/44 |
| ą─▓┐ | 953/947 | 870/868 | 17.5/16.5 | 41/42 | ||
| ▒Ēīė2 | 941/945 | 860/864 | 16.0/18.0 | 45/46 | ||
| 3╠¢ | 780 920 | ▒Ēīė1 | 933/932 | 813/819 | 16.5/16.0 | 45/44 |
| ą─▓┐ | 943/940 | 828/827 | 14.5/14.0 | 42/42 | ||
| ▒Ēīė2 | 955/956 | 863/860 | 15.0/16.5 | 44/47 |
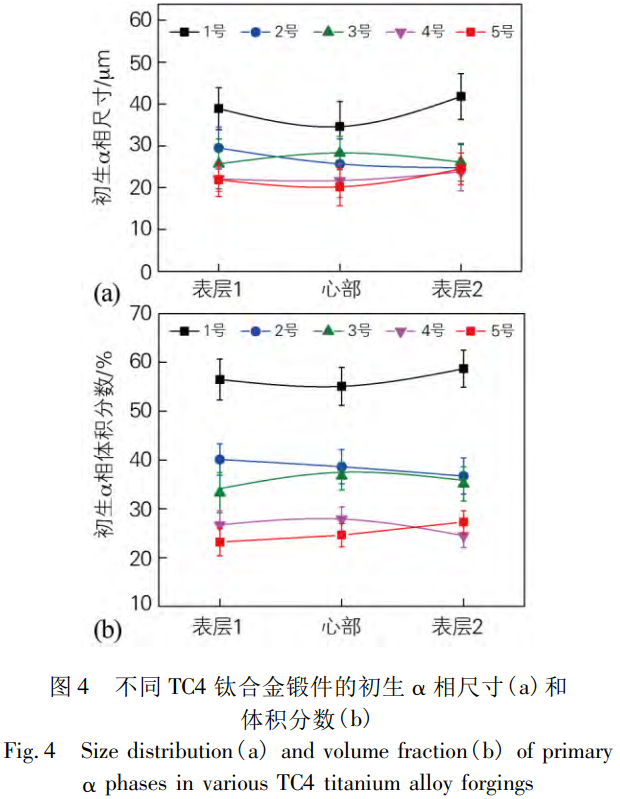
ī”1╠¢Ōü║ŽĮÕæ╝■▀Mę╗▓Į▀Mąą930Īµ║═940Īµ═╦╗╠Ä└ĒŻ¼ī”æ¬Ą─┴”īWąį─▄╚ń▒Ē3╦∙╩ŠĪŻ┐╔ęį┐┤│÷«ö▓╔ė├▌^Ė▀Ą─═╦╗£žČ╚930ĪµĢr,4╠¢Ōü║ŽĮÕæ╝■▒Ēīė 1Īóą─▓┐Īó▒Ēīė2▓╗═¼ģ^ė“Ą─┴”īWąį─▄ŽÓ▓Ņ▌^ąĪŻ¼┐╣└ŁÅŖČ╚ūŅ┤¾▓ŅųĄį┌ 20 MPaęįā╚,═╦╗£žČ╚╠ß╔²ų┴ 940ĪµĢr, 5╠¢Ōü║ŽĮÕæ╝■▓╗═¼ģ^ė“┴”īWąį─▄Ą─Š∙ä“ąįĖ³×ķā׫ɯ¼Ųõ┐╣└ŁÅŖČ╚ūŅ┤¾▓ŅųĄį┌ 7 MPaęįā╚,┼c 1╠¢Ōü║ŽĮÕæ╝■ŽÓ▒╚,┐╣└ŁÅŖČ╚š¹¾w│╩¼F├„’@Ą─╠ß╔²,ŪęŠ▀éõ▌^║├Ą─Š∙ä“ąįĪŻ4╠¢║═5╠¢Ōü║ŽĮÕæ╝■Ą─’@╬óĮM┐Ś╚ńłD5╦∙╩ŠŻ¼┐╔ęŖ4╠¢║═5╠¢Ōü║ŽĮÕæ╝■Ą─ĮM┐Ś×ķĄõą═Ą─ļpæBĮM┐ŚŻ¼ė╔Ą╚▌SĄ─│§╔·αŽÓ║═βŠ¦┴Żā╚Ą─αŲ¼īėĮM┐Śśŗ│╔ĪŻī”ė┌═¼ę╗Õæ╝■Ż¼│§╔·αŽÓĄ─│▀┤ńĘų▓╝Š∙ä“Ż¼Ų¼īėĪóą─▓┐▓╗═¼ģ^ė“ų«ķg│▀┤ńŽÓ▓Ņ▌^ąĪĪŻ▓╗═¼Õæ╝■ų«ķg│▀┤ńę▓▌^×ķĮėĮ³ĪŻĖ∙ō■łD4ĮY╣¹’@╩ŠŻ¼4╠¢Ōü║ŽĮÕæ╝■▒Ēīė1Īóą─▓┐║═▒Ēīė2Ą─│§╔·αŽÓŲĮŠ∙│▀┤ń×ķ22.1Īó21.7║═ 23.8μm,ŲĮŠ∙¾wĘeĘųöĄĘųäe×ķ 26.7%Īó27.9%║═24.5%ĪŻ5╠¢Ōü║ŽĮÕæ╝■▒Ēīė 1Īóą─▓┐║═▒Ēīė 2Ą─│§╔·αŽÓŲĮŠ∙│▀┤ń×ķ 21.9Īó20.2║═ 24.5μm,ŲĮŠ∙¾wĘeĘųöĄĘųäe×ķ 23.2%Īó24.6%║═ 26.3%ĪŻ┼c═╦╗£žČ╚ 910 Īµ║═ 920 ĪµŽÓ▒╚,▓╔ė├Ė³Ė▀£žČ╚Ą─ 940 Īµ═╦╗Ą├ĄĮĄ─│§╔·αŽÓ│▀┤ńĖ³ąĪ,ŪęŲĮ║ŌæBĄ─│§╔·αŽÓ¾wĘeĘųöĄ▀Mę╗▓ĮĮĄĄ═ĪŻ┤╦═Ō,Å─łD 5▀Ć┐╔ęį┐┤│÷, 5╠¢Ōü║ŽĮÕæ╝■ųą│§╔·αŽÓĄ─┐vÖM▒╚ąĪė┌ 2: 1,Ą╚▌Są╬ĀŅ▌^×ķęÄät,▀ģŠē▌^×ķŲĮų▒,¤o├„’@“’w▀ģ”Īó“╝Ō┤╠”│÷¼FĪŻ▀@šf├„▀xė├ 940 Īµ▒Ż£žĢr,ė╔į¬╦žöU╔ó┐žųŲĄ─ņoæBŪ“╗»▀^│╠▀Mąą│õĘųĪŻĖ∙ō■öU╔óŽĄöĄ╣½╩Į┐╔ų¬,öU╔óŽĄöĄ┼c£žČ╚│╩š²▒╚ĻPŽĄĪŻį┌å╬╬╗Ģrķgā╚,öU╔óŠÓļx┼cöU╔óŽĄöĄØMūŃĻPŽĄ╩Į [13]:
▒Ē3 4╠¢║═5╠¢Ōü║ŽĮÕæ╝■Ą─└Ł╔ņąį─▄
Table 3 Tensile properties of No.4 and No.5 titanium alloy forgings
| Ōü║ŽĮ Õæ╝■ | ═╦╗£ž Č╚/Īµ | ╬╗ų├ | R m /MPa | R p0.2 /MPa | A/% | Z/% |
| 4╠¢ | 780+ 930 | ▒Ēīė1 | 944/958 | 830/826 | 16.0/16.5 | 45/46 43/45 46/44 |
| ą─▓┐ | 944/939 | 821/823 | 15.5/16.0 | |||
| ▒Ēīė2 | 938/944 | 828/832 | 16.5/17.5 | |||
| 5╠¢ | 780+ 940 | ▒Ēīė1 | 963/959 | 865/860 | 16.5/16.0 | 45/44 46/44 44/46 |
| ą─▓┐ | 961/956 | 874/873 | 18.0/17.5 | |||
| ▒Ēīė2 | 957/962 | 877/878 | 17.0/17.0 |
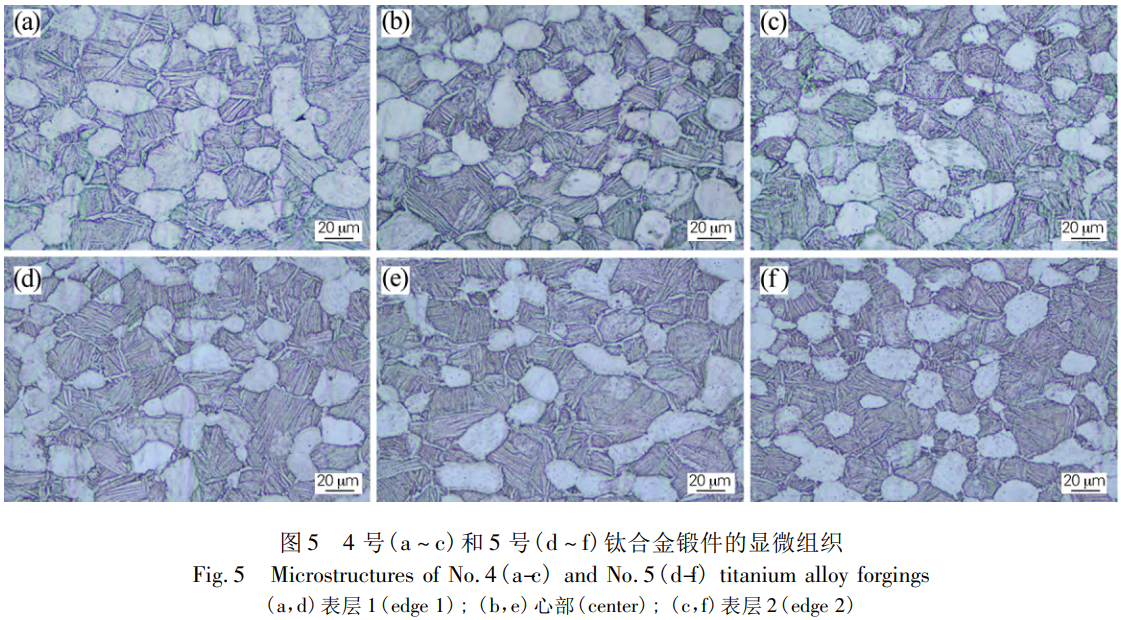
╩Įųą:  ×ķöU╔óŠÓļx; D×ķöU╔óŽĄöĄ; t×ķöU╔óĢrķgĪŻĖ∙ō■╔Ž╩÷╣½╩Į┐╔ų¬Ż¼£žČ╚įĮĖ▀Ż¼öU╔óŽĄöĄįĮ┤¾Ż¼öU╔óŠÓļxŠ═įĮķLŻ¼ę“┤╦Ū“╗»▀^│╠ŽÓ▒╚Ą═£žĖ³╝ė│õĘųĪŻ═Ļ╚½Ū“╗»Ą─│§╔·αŽÓį┌ļS║¾Ą─▒Ż£žųą░l╔·Š∙ä“ŽÓūā,▀ģŠē▌^×ķŲĮ╗¼Ż¼ūŅĮKĄ├ĄĮĄ─ĮM┐Śę▓▌^×ķŠ∙ä“ĪŻ
×ķöU╔óŠÓļx; D×ķöU╔óŽĄöĄ; t×ķöU╔óĢrķgĪŻĖ∙ō■╔Ž╩÷╣½╩Į┐╔ų¬Ż¼£žČ╚įĮĖ▀Ż¼öU╔óŽĄöĄįĮ┤¾Ż¼öU╔óŠÓļxŠ═įĮķLŻ¼ę“┤╦Ū“╗»▀^│╠ŽÓ▒╚Ą═£žĖ³╝ė│õĘųĪŻ═Ļ╚½Ū“╗»Ą─│§╔·αŽÓį┌ļS║¾Ą─▒Ż£žųą░l╔·Š∙ä“ŽÓūā,▀ģŠē▌^×ķŲĮ╗¼Ż¼ūŅĮKĄ├ĄĮĄ─ĮM┐Śę▓▌^×ķŠ∙ä“ĪŻ
3ĪóĮYšō
1]▌^Ą═£žČ╚═╦╗Ģr[780Īµ2h,┐š└õ],ė╔ė┌į¬╦žöU╔ó┐žųŲĄ─ņoæBŪ“╗»▀^│╠▓╗│õĘų,Ģ■įņ│╔ TC4Ōü║ŽĮÕæ╝■▒Ēīė┼cą─▓┐│§╔·αŽÓ▀ģŠē│÷¼F“░╝▓█”“▓©└╦”Ą╚¼FŽ¾Ż¼ūŅĮKī¦ų┬Õæ╝■▓╗═¼ģ^ė“Ą─┴”īWąį─▄Š∙ä“ąį▌^▓ŅĪŻ
2]į┌ 780ĪµĄ═£ž═╦╗╗∙ĄA╔Ž▀MąąĖ▀£ž═╦╗Ģr[910~940Īµ2h,┐š└õ],į¬╦žöU╔óŽĄöĄį÷┤¾,öU╔óŠÓļxį÷╝ėŻ¼ņoæBŪ“╗»▀^│╠─▄ē“│õĘų▀MąąŻ¼▀MČ°Ž¹│²▓╗ęÄät│§╔·αŽÓĮM┐Ś,─▄ē“ėąą¦Ė─╔ŲÕæ╝■š¹¾wĮM┐Ś║═┴”īWąį─▄Ą─▓Ņ«ÉąįĪŻ
3]▓╔ė├940 Īµ × 2h,┐š└õ═╦╗╠Ä└ĒĄ─ TC4Ōü║ŽĮÕæ╝■Š▀éõ▌^║├Ą─┴”īWąį─▄Ż¼Ūę▒Ēīė╝░ą─▓┐ģ^ė“Ą─ĮM┐Ś╝░┴”īWąį─▄Š∙ä“ąįūŅ×ķā׫ÉĪŻ
ģó┐╝╬─½I:
[1]Į║═Ž▓Ż¼╬║┐╦ŽµŻ¼└ŅĮ©├„Ż¼Ą╚.║Į┐šė├Ōü║ŽĮ蹊┐▀Mš╣[J].ųąć°ėą╔½Įī┘īWł¾Ż¼2015Ż¼25[2]:280-292.
Jin Hexi, Wei Kexiang, Li Jianming, et al. Research development of titanium alloy in aerospace industry[J]. The Chinese Journal of Nonferrous Metals,2015,25[2]:280-292.
[2]═§æcŠĻŻ¼Č┼ą±¢|Ż¼╩Y┴óŻ¼Ą╚.═╦╗╠Ä└Ēī”TC4Ōü║ŽĮ║Į┐š░läėÖC╚~Ų¼ĮM┐Ś┼c┴”īWąį─▄Ą─ė░Ēæ[J].Įī┘¤ß╠Ä└ĒŻ¼2024Ż¼49[10]:126-132.
Wang Qingjuan, Du Xudong, Jiang Li, et al. Effect of annealing on microstructure and mechanical properties of TC4 titanium alloy alloy aeroengine blades[J]. Heat Treatment of Metals, 2024, 49[10]: 126-132.
[3]┌wÅ®ĀI.├└ć°┤¼▓░║Ż╦«╣▄┬Ęė├ŌüĄ─Ą═│╔▒Š╝╝ąg╝░æ¬ė├Ė┼ør[J].▓─┴Žķ_░l┼cæ¬ė├Ż¼2022,37[3]:93-96.
Zhao Yanying. Low cost technology and application of titanium for marine seawater pipeline in the USA[]. Development and Application of Materials, 2022, 37[3]: 93-96.
[4]╣╚śõĄ┬.Ōü╗∙Å═║Ž▓─┴ŽųŲéõĘĮĘ©╝░ąį─▄蹊┐▀Mš╣[J]▓─┴Žķ_░l┼cæ¬ė├, 2023, 38[1]: 85-97.
Gu Shude. Research progress in preparation methods and properties of titanium matrix composites[J]. Development and Application of Materials, 2023, 38[1]: 85-97.
[5]└ū╬─╣Ō,┌wė└æc,ĒnŚØ,Ą╚.Ōü╝░Ōü║ŽĮ╚█¤Æ╝╝ąg░lš╣¼FĀŅ[J]▓─┴Žī¦ł¾, 2016, 30[5]: 101-106.
Lei Wenguang, Zhao Yongqing, Han Dong, et al. Development of melting technology for titanium and titanium alloys[J]. Materials Review, 2016, 30[5]: 101-106.
[6] Semiatin S L. An overview of the thermomechanical processing ofα/βtitanium alloys: Current status and future research opportunities[J].Metallurgical and Materials Transactions A, 2020, 51[6]: 2593-2625.
[7] Guo P, Zhao Y, Zeng W, et al. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys[J]. Materials Science and Engineering A, 2013, 563: 106-111.
[8] Xu J, Zeng W, Zhao Y, et al. Effect of microstructure evolution of the lamellar alpha on impact toughness in a two-phase titanium alloy[J].Materials Science and Engineering A, 2016, 676: 434-440.
[9]═§µ┬,ČŁĮĪ,ųx┴”,Ą╚.╗»īW│╔Ęų╝░¤ß╠Ä└Ē╣ż╦ćī” TA5║ŽĮ░¶▓─┴”īWąį─▄Ą─ė░Ēæ[J].▓─┴Žķ_░l┼cæ¬ė├, 2021, 36[2]:35-38.
Wang Yuan, Dong Jian, Xie Li, et al. Effect of chemical composition and heat treatment process on mechanical properties of TA5 alloy bars[J]. Development and Application of Materials, 2021, 36[2]:35-38.
[10] Stefansson N, Semiatin S L. Mechanisms of globularization of Ti-6Al-4V during static heat treatment[J]. Metallurgical and Materials Transactions A, 2003, 34[3]: 691-698.
[11] Semiatin S L, Stefansson N, Doherty R D. Prediction of the kinetics of static globularization of Ti-6Al-4V[J]. Metallurgical and Materials Transactions A,2005,36[5]: 1372-1376.
[12] Shell E B, Semiatin S L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V[J].Metallurgical and Materials Transactions A, 1999, 30[ 12]:3219-3229.
[13] Guo B, Semiatin S L, Jonas J J, et al. Dynamic transformation of Ti-6Al-4V during torsion in the two-phase region[J]. Journal of Materials Science,2018,53[12]:9305-9315.
tagś╦║×:Ōü║ŽĮ,TC4Ōü║ŽĮ,═╦╗£žČ╚,┤¾│▀┤ńÕæ╝■