



░l▓╝╚šŲ┌Ż║2026-4-13 20:30:58
«öŪ░Ż¼ęįŌü║ŽĮ×ķ┤·▒ĒĄ─▌p┘|Ė▀ÅŖ▓─┴ŽĪó┐šŪ╗▒Ī▒┌š¹¾wĮYśŗ▓╗āH─▄ØMūŃ║Į┐š║Į╠ņŅIė“ī”ė┌│¼Ė▀/Ą═£žĪó┤¾▌d║╔Īó│¼/╩¦ųžĄ╚Į╗ūāĪóśOČ╦┐┴┐╠’wąą╚╬äš┐╝║╦ąĶŪ¾Ż¼Ė³─▄’@ų°╠ß╔²«aŲĘš¹¾wąį─▄Ż¼Å─Č°į┌║Į┐š║Į╠ņ«aŲĘųąĄ├ĄĮÅVĘ║æ¬ė├ĪŻĖ▀ÅŖ▒Ī▒┌Ōü╣▄═¼ĢrŠ▀éõ┴╦▌p┘|Ė▀ÅŖ▓─┴ŽĪó┐šŪ╗▒Ī▒┌š¹¾wĮYśŗĄ─ļpųž╠ž³cŻ¼į┌║Į┐š║Į╠ņ╣▄┬ĘŽĄĮyįOėŗųŲįņŅIė“Ą├ĄĮĖ▀Č╚ĻPūóĪŻČ°Ōü╣▄ī┘ė┌ļy╝ė╣ż▓─┴ŽŻ¼ąĶę¬╝ė¤ß▓┼─▄ÅØŪ·│╔ą╬Ż¼ī¦ų┬Ųõį┌ÅØŪ·▀^│╠ųą┤µį┌¤ßūāą╬ąą×ķÅ═ļs║═│╔ą╬╚▒Ž▌ļy┐žĄ─å¢Ņ}Ż¼ĮoĖ▀ÅŖ▒Ī▒┌Ōü╣▄«aŲĘ╝ė╣żÄ¦üĒ┴╦╚½ą┬Ą─╠¶æĪŻ
Į³╩«─ĻüĒŻ¼ć°ā╚═ŌĖ▀ąŻĪó蹊┐į║╦∙ĪóŲ¾śIŽ╚║¾ķ_š╣┴╦▒Ī▒┌Ōü║ŽĮ▓─┴Ž╝ė¤ßÅØŪ·╗∙ĄA╣ż╦ć蹊┐ĪŻ╔“Ļ¢║Į┐š║Į╠ņ┤¾īWķ_š╣┴╦TC4(Ti-6Al-4V)▒Ī▒┌Ōü░Õ╝ż╣Ō/│¼┬Ģ▌oų·Vą═ÅØŪ·╣ż╦ć蹊┐[1];╬„▒▒╣żśI┤¾īWć·└@TC4▒Ī▒┌Ōü╣▄ķ_š╣┴╦╝ė¤ß└@ÅØ│╔ą╬ąį[2]║═ėąŽ▐į¬Į©─Ż[3]Ą╚蹊┐;─ŽŠ®╣żśI┤¾īWķ_š╣┴╦TA16(Ti-2Al-2.5Zr)Ōü╣▄ÅØŪ·│╔ą╬┘|┴┐ė░Ēæ蹊┐[4];─ŽŠ®║Į┐š║Į╠ņ┤¾īWĪóšŃĮŁĮ±R▀dųŪ─▄ųŲįņėąŽ▐╣½╦ŠĄ╚å╬╬╗║═ć°═ŌīWš▀ć·└@TA18(Ti-3Al-2.5V)Ė▀ÅŖŌü╣▄ķ_š╣┴╦┼c╝ė¤ß└@ÅØŽÓĻPĄ─╗žÅŚĮ©─Ż┼c┐žųŲ[5-7]Īó╣ż╦ćģóöĄā×╗»[8]Īó▒Ō╗»┐žųŲ[9]Īó│╔ą╬śOŽ▐[10]║═īŹ“ד×ūC[11]Ą╚蹊┐;─Ž▓²║Į┐š┤¾īWķ_š╣┴╦TA18Ōü╣▄▓Ņ£ž═ŲÅØ│╔ą╬╣ż╦ć蹊┐[12];ųąć°┤¼▓░ųž╣ż╝»łF╣½╦ŠĄ┌Ų▀Č■╬Õ蹊┐╦∙ĪóÓŹų▌┤¾īWć·└@TA24(Ti75)Ōü╣▄ķ_š╣┴╦ųąŅlĖąæ¬╝ė¤ßÅØŪ·╣ż╦ć蹊┐[13]ĪóĖ▀£žÅØŪ·š²Į╗ėąŽ▐į¬─ŻöM[14];╔Ž║Ż╣ż│╠╝╝ąg┤¾īWķ_š╣┴╦Ōü╣▄▓Ņ£ž═ŲÅØ│╔ą╬─ŻŠ▀ģóöĄ╗»įOėŗ[15]ĪŻ═©▀^▀@ą®╣ż╦ć蹊┐Ż¼╠Į├„┴╦▓╗═¼Ōü╣▄╝ė¤ßÅØŪ·Ą─¤ßūāą╬ÖC└ĒŻ¼½@Ą├┴╦╝ė¤ßÅØŪ·╣ż╦ćģóöĄŻ¼ĮŌøQ┴╦ÅØŪ·╗žÅŚć└ųžĪó│╔ą╬╚▒Ž▌ļyęį┐žųŲĄ─å¢Ņ}ĪŻĄ½▀@ą®čąŠ┐ųž³cŠ█Į╣Ōü╣▄╝ė¤ßÅØŪ·╣ż╦ćŻ¼ī”¤ßÅØ─ŻŠ▀ĮYśŗĪó╝ė¤ßŽĄĮyĪóĖ¶¤ßĮYśŗ║═└õģsŽĄĮy蹊┐▌^╔┘ĪŻ
▒Š╬─Ęų╬÷┴╦▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ╣ż╦ć╠ž³cŻ¼ķ_š╣┴╦▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Ą─╝ė¤ßŽĄĮyĪóĖ¶¤ßĮYśŗ║═└õģsŽĄĮyįOėŗęį╝░─ŻŠ▀▓─┴Ž▀xė├Ż¼▓óęįTC4▒Ī▒┌Ōü╣▄×ķĄõą═▓─┴Ž═Ļ│╔┴╦öĄųĄ─ŻöM┼cīŹ“ד×ūCŻ¼═Ų▀M┴╦▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ│╔ą╬╝╝ągĄ─▀^│╠╗»æ¬ė├ĪŻ
1Īó▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ╣ż╦ćĘų╬÷
1.1▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ╗∙▒ŠįŁ└Ē
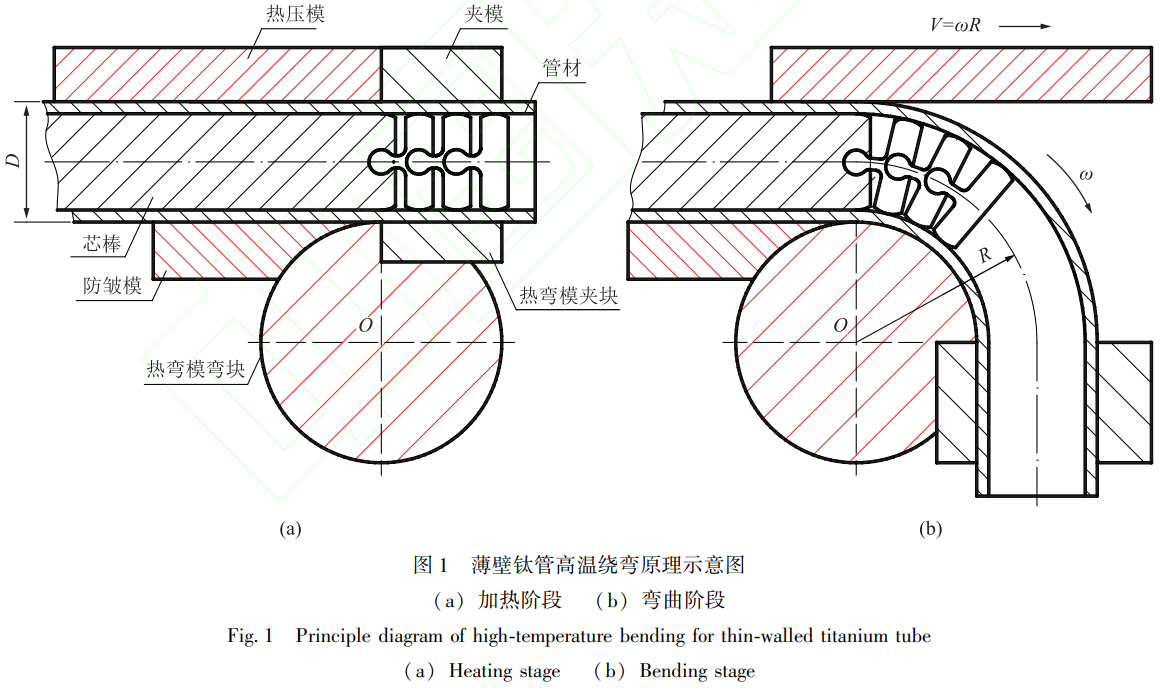
Ōü╣▄Ė▀£ž└@ÅØ╩Ūę╗éĆ£žČ╚ł÷-┴”ł÷-▀\äėł÷Ą─ČÓł÷ģf═¼±Ņ║Ž▀^│╠ĪŻ╩ūŽ╚Ż¼═©▀^╝ė¤ßŽĄĮyīóŌü╣▄╝░─ŻŠ▀╣żū„ģ^╝ė¤ßų┴╠žČ©Ė▀£žŻ¼ęį’@ų°ĮĄĄ═Ōü║ŽĮĄ─╬╗Õe╗¼ęŲūĶ┴”Ż¼╩╣äėæBį┘ĮYŠ¦ą¦æ¬▒╗╝ż╗ŅŻ¼Å─Č°╠ß╔²▓─┴ŽĄ─╔ņķL┬╩Ż¼į÷ÅŖ╦▄ąįūāą╬─▄┴”ĪŻļS║¾Ż¼═©▀^öĄ┐žŽĄĮyĄ─╦┼Ę■ļŖÖCŠ½£╩┐žųŲ╦═▀MÖCśŗĄ─▀\äėģóöĄŻ¼╩╣Ōü╣▄čž─ŻŠ▀Ū·├µ░l╔·▀B└mĪó┐╔┐žĄ─ÅØŪ·ūāą╬Ż¼Å─Č°½@Ą├Ė▀Š½Č╚ÅØ╣▄╝■ĪŻę“┤╦Ż¼Ōü╣▄Ė▀£ž└@ÅØ░³║¼╝ė¤ßļAČ╬║═¤ßÅØļAČ╬Ż¼ąĶę¬╩╣ė├Ą──ŻŠ▀░³║¼¤ßÅØ─ŻĪóŖA─ŻĪó¤ßē║─ŻĪóĘ└░Ö─ŻĪóąŠ░¶Ż¼Ųõųą¤ßÅØ─Żė╔ŖAēK║═ÅØēKĮM│╔Ż¼ęŖłD1ĪŻłD1ųąŻ¼D×ķŌü╣▄═ŌÅĮŻ¼R×ķÅØŪ·░ļÅĮŻ¼ω×ķÅØŪ·ĮŪ╦┘Č╚Ż¼V×ķÅØŪ·ŠĆ╦┘Č╚Ż¼O×ķÅØŪ·ųąą─ĪŻ
1.2▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ╣ż╦ć▀^│╠
į┌╝ė¤ßļAČ╬Ż¼╩ūŽ╚īó▒Ī▒┌╣▄▓─╠ū╚ļąŠ░¶╩╣ąŠ░¶Šo├▄ų¦ō╬╣▄▓─ā╚▒┌Ż¼ļS║¾ŖA─ŻŖAŠo╣▄▓─Č╦Ņ^Ż¼¤ßē║─ŻÅ─Ó├µĮČi∙╣▄▓─Ż¼╚ŠÅ¾═ü²Ą┐d╚╣▄Čä“Ēgõ─ŻĪó╚╚č╣─Ż║Ņ^śĘÕ─Ż╝ė╚²x¼═ü²╚ģs½Ą╝╣▄▓¶[¹[ź▒╗╝ė╚²x¼ųõ^Į╣▄▓─Ąßu’│╔ąōļ┬Č╚╩▒Į°╚ļ╚ĒgõĮÕF╬ĪŻįųRĒgõĮÕF╬Ż¼╚Ēgõ─Ż░┤ęÜg©Ą─ĮŪ╦éR╚wĦäėŖA─ŻĪó╣▄▓─Č╦Ņ^ć·└@ÅØŪ·ųąą─(O³c)ą²▐DŻ¼╩╣╣▄▓─│╔ą╬│÷ÅØŪ·░ļÅĮ×ķRĄ─ī¦╣▄ĪŻ¤ßÅØŲ┌ķgŻ¼¤ßē║─ŻÅ─ÅØŪ·═Ōé╚ų¦ō╬╣▄▓─ęį╦┘Č╚V=wRū÷ų▒ŠĆęŲäėŻ¼Ę└ų╣į┌═Ōé╚│÷¼F╣─░³;Ę└░Ö─Ż╣╠Č©▓╗äė,Å─ÅØŪ·ā╚é╚ų¦ō╬╣▄▓─Ę└ų╣ā╚é╚Ų░Ö;ąŠ░¶╣╠Č©▓╗äė,Å─╣▄▓─ā╚▒┌ų¦ō╬╣▄▓─Ę└ų╣│÷¼FĮń├µ╗¹ūāĪŻ
1.3▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Ą─įOėŗę¬Ū¾
─ŻŠ▀╩Ū▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØĄ─║╦ą─▌d¾wŻ¼ų▒ĮėøQČ©┴╦Ōü╣▄Ą─│╔ą╬Š½Č╚║═▒Ē├µ┘|┴┐ĪŻĮY║ŽŌü╣▄Ė▀£ž└@ÅØ╣ż╦ć▀^│╠║═Ōü║ŽĮ▓─┴ŽĄ─│╔ą╬╠žąįŻ¼Üw╝{│÷▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Ą─įOėŗę¬Ū¾ĪŻ
(1)Ė▀│ą▌dĘ└ūoąį─▄ĪŻ─ŻŠ▀權▀éõ800ĪµĖ▀£ž─═─źąį┼c┐╣¤ßŲŻä┌ąįŻ¼─▄ē“Ąųė∙└@ÅØĢrĄ─ÖCąĄ▌d║╔┼c─”▓┴Ż¼═¼Ģr─▄▒▄├ŌŠų▓┐ē║┴”▀^┤¾ī¦ų┬Ą─╣▄▒┌ē║║█╗“╦·Ž▌ĪŻ
(2)Ė▀Š½Č╚┐ž£ž─▄┴”ĪŻ╝ė¤ßŽĄĮy─▄ē“┐žųŲ─ŻŠ▀£žČ╚į┌╣▄▓─łAų▄Š∙ä“ąįš`▓ŅąĪė┌±15ĪµŻ¼▒▄├Ō▒Ī▒┌Ōü╣▄ę“Šų▓┐£ž▓Ņ«a╔·ūāą╬Īóķ_┴č╗“Š¦┴Ż┤ų┤¾ĪŻ
(3)Ė▀ą¦Ė¶¤ßąį─▄ĪŻ─ŻŠ▀┼cÅØ╣▄ÖC╣żū„┼_權▀ėąĖ¶¤ßīėŻ¼ūĶöÓ¤ß┴┐Ž“ÅØ╣▄ÖCé„▀fŻ¼į┌▒ŻūoÅØ╣▄ÖCŠ½Č╚Ą─═¼ĢrĮĄĄ═ŁhŠ│Ė▀£ž’LļUĪŻ
(4)┐ņ╦┘└õģs─▄┴”ĪŻ─ŻŠ▀Š▀éõ┐ņ╦┘└õģs─▄┴”Ż¼▒▄├Ō─ŻŠ▀ę“│ų└mĖ▀£ž«a╔·┴č╝yĪŻ
(5)▀m┼õ▒Ī▒┌╣▄╠žąįĪŻ─ŻŠ▀į┌ĮYśŗĪóŠ½Č╚║═ķgŽČĄ╚ĘĮ├µæ¬┼cŌü╣▄Ą─┐šŪ╗▒Ī▒┌Š½£╩Ųź┼õŻ¼ĮŌøQ▒Ī▒┌Ōü╣▄│╔ą╬├µ┼RĄ─ÅØŪ·╗žÅŚć└ųžĪó│╔ą╬╚▒Ž▌ļy┐žĄ─å¢Ņ}ĪŻ
2Īó▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀įOėŗ
2.1─ŻŠ▀╝ė¤ßŽĄĮyįOėŗ
2.1.1─ŻŠ▀╝ė¤ß▓┐╬╗┤_Č©
─ŻŠ▀╝ė¤ßŽĄĮyĄ─║╦ą──┐ś╦╩ŪīŹ¼F▒Ī▒┌Ōü╣▄ÅØŪ·ģ^ė“£žČ╚Ą─Š∙ä“ąį┼cĘĆČ©ąį┐žųŲŻ¼─┐Ū░æ¬ė├ūŅ│╔╩ņĪóūŅÅVĘ║Ą─╩Ūā╚ų├╩ĮļŖ¤ß╣▄╝ė¤ßĘĮ╩ĮŻ¼ŲõŠ▀ėą£žČ╚Ēææ¬╦┘Č╚┐ņĪó┐ž£žŠ½Č╚Ė▀Ą╚ā×ä▌ĪŻ
×ķ▒ŻūC¤ß─▄└¹ė├ūŅ┤¾╗»Ż¼─ŻŠ▀╝ė¤ß╬╗ų├權o┘N╣▄▓─ÅØŪ·ģ^ė“ĪŻŠo┘N╣▄▓─ā╚▒┌Ą──ŻŠ▀×ķąŠ░¶Ż¼Ą½ąŠ░¶╝ÜķLŻ¼¤oĘ©░▓čbļŖ¤ß╣▄ĪŻŠo┘N╣▄▓─═Ō▒┌Ą──ŻŠ▀ėą¤ßÅØ─ŻĪó¤ßē║─ŻĪóĘ└░Ö─Ż║═ŖA─ŻŻ¼Ųõųą¤ßÅØ─ŻŖAēK┼cŖA─ŻąĶꬊS│ųŌü╣▄ÅØŪ·▀^│╠Ą─ŖA│ųÅŖČ╚Ż¼▓╗─▄░▓čbļŖūĶĮz░l¤ß╣▄Ż¼ę“┤╦Ż¼┐╔░▓čbļŖ¤ß╣▄Ą──ŻŠ▀ų╗ėą¤ßÅØ─ŻÅØēKĪó¤ßē║─Ż║═Ę└░Ö─ŻĪŻ
2.1.2ļŖ¤ß╣▄▀xą═
ĮY║Ž▒Ī▒┌Ōü╣▄ÅØŪ·─ŻŠ▀ĮYśŗ¬MąĪ║═800Īµ╣żū„£žČ╚ę¬Ū¾Ż¼▀xė├▓╗õPõō▓─┘|Ą─å╬Č╦│÷ŠĆŪęų▒ÅĮ×ķ8mmĄ─ļŖ¤ß╣▄Ż¼─═£ž£žČ╚┤¾ė┌1000ĪµŻ¼Ė∙ō■─ŻŠ▀¾wĘe░┤5~8W.cm-3ėŗ╦ŃļŖ¤ß╣▄╣”┬╩ĪŻ×ķĘĮ▒Ń▓╔┘ÅŻ¼Įyę╗▀xė├Ņ~Č©╣”┬╩×ķ500WĄ─ļŖ¤ß╣▄ĪŻ
2.1.3╝ė¤ß┐ū▓╝Šų
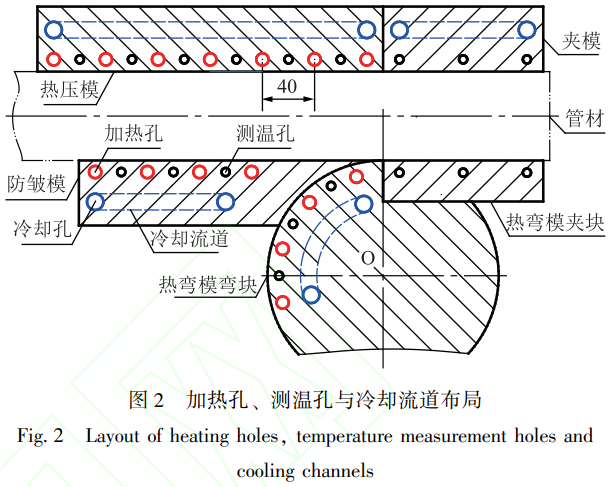
░▓čbļŖ¤ß╣▄Ą─╝ė¤ß┐ū░┤“Šo┐┐╣▄▓─ĪóŠ∙ä“╝ė¤ß”įŁätį┌─ŻŠ▀╔Ž▓╝ŠųĪŻ¤ßÅØ─ŻÅØēK╔Ž▓╝Šų╝ė¤ß┐ūĄ─ĮŪČ╚ĘČć·æ¬▓╗Ą═ė┌Ōü╣▄ÅØŪ·ĮŪČ╚,ę╗░Ń░┤30°ķgĖ¶į┌90°╔╚ą╬ģ^ė“ā╚▓╝ų├ĪŻ¤ßē║─Ż║═Ę└░Ö─Ż╚½ķL▓╝Šų╝ė¤ß┐ūŻ¼ŽÓÓÅ╝ė¤ß┐ūĄ─ųąą─ŠÓ╝s×ķ40mmŻ¼ā╔Č╦╝ė¤ß┐ūæ¬┐┐Į³─ŻŠ▀Č╦├µŻ¼▒▄├Ō│÷¼F£žČ╚╠▌Č╚▓ŅĪŻ╝ė¤ß┐ūų▒ÅĮ▒╚ļŖ¤ß╣▄═ŌÅĮ┤¾0.1~0.2mmĪŻĄõą═╝ė¤ß┐ū▓╝ŠųęŖłD2ĪŻ
2.1.4£žČ╚┐žųŲŽĄĮy▀xą═
£žČ╚┐žųŲŽĄĮy▀xė├“╝ė¤ß-£y£ž-Ę┤ü”ķ]Łh┐žųŲĄ─£žČ╚┐žųŲāxŻ¼┐╔īŹ¼F─ŻŠ▀╝ė£žĪó£y£ž║═║Ń£žūįäė┐žųŲĪŻĘųäeį┌¤ßÅØ─ŻÅØēKĪóĘ└░Ö─ŻĪó¤ßē║─Ż╔ŽŽÓÓÅā╔╝ė¤ß┐ūĄ─ųąķg╬╗ų├ķ_│÷ų▒ÅĮ5mmĄ─£y£ž┐ū(łD2)Ż¼▓ó░▓čb£y£žĘČć·0~1000ĪµĄ─¤ßļŖ┼╝Ż¼īŹĢr▓╔╝»─ŻŠ▀Ą─£žČ╚ą┼╠¢;īó¤ßļŖ┼╝ą┼╠¢é„▌öų┴£ž┐žāxŻ¼┼cįOČ©£žČ╚▀Mąąī”▒╚║¾Ż¼═©▀^š{╣ØļŖ¤ß╣▄Ą─╣®ļŖļŖē║īŹ¼F╝ė¤ß╣”┬╩Ą─äėæBĘ┤ü┐žųŲŻ¼┤_▒Ż▒Ī▒┌Ōü╣▄ÅØŪ·▀^│╠ųą£žČ╚Š∙ä“ąįš`▓ŅąĪė┌±15ĪµĪŻ
2.2─ŻŠ▀Ė¶¤ßĮYśŗįOėŗ
2.2.1─ŻŠ▀¤ßĖ¶¤ß▓┐╬╗┤_Č©
Ė¶¤ßĮYśŗĄ─║╦ą─╣”─▄╩ŪūĶöÓ─ŻŠ▀¤ß┴┐Ž“ÅØ╣▄ÖCé„▀fŻ¼ęį▒ŻūoÅØ╣▄ÖCĄ─Š½Č╚Ż¼£p╔┘¤ß┴┐╔ó╩¦Ż¼ĮĄĄ═╝ė¤ßŽĄĮyĄ──▄║─ĪŻ▒Ī▒┌Ōü╣▄ÅØŪ·▀^│╠ųą─ŻŠ▀┼cÅØ╣▄ÖCų«ķgĄ─¤ßé„▀f═ŠÅĮų„ę¬╩Ūé„ī¦┼c▌Ś╔õŻ¼Ųõųą¤ßÅØ─ŻĪóŖA─ŻĪó¤ßē║─Ż║═Ę└░Ö─Ż┼cÅØ╣▄ÖCų▒ĮėĮėė|Ż¼ų„ꬤßé„▀f═ŠÅĮ╩Ū¤ßé„ī¦;Č°┼cÅØ╣▄ÖC▌oų·▓┐╝■ķgĮėĮėė|Ż¼ų„ꬤßé„▀f═ŠÅĮ╩Ū¤ß▌Ś╔õĪŻĖ∙ō■¤ßé„▀f┬ĘÅĮŻ¼─ŻŠ▀Ė¶¤ßĮYśŗįOėŗų„ę¬░³└©─ŻŠ▀┼cÅØ╣▄ÖC╣żū„┼_Ė¶¤ßįOėŗĪóÅØ╣▄ÖC▌oų·▓┐╝■Ę└¤ß╠Ä└ĒĪŻ
2.2.2─ŻŠ▀┼cÅØ╣▄ÖC╣żū„┼_Ė¶¤ßįOėŗ
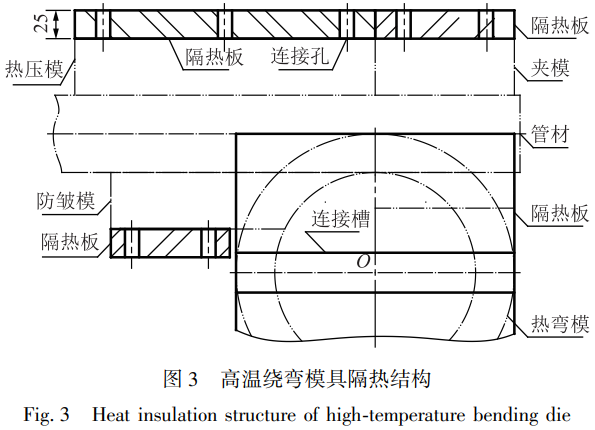
─┐Ū░,Ė▀£ž─ŻŠ▀┼cÅØ╣▄ÖC╣żū„┼_═©│Ż▓╔ė├─═Ė▀£ž╠š┤╔└wŠSū„×ķĖ¶¤ß░Õ,Ą½╠š┤╔└wŠS░Õ╚ń╣¹╠½║±Ģ■ė░Ēæ─ŻŠ▀░▓čbŠ½Č╚Ż¼╚ń╣¹╠½▒ĪätĖ¶¤ßą¦╣¹¤oĘ©ØMūŃę¬Ū¾ĪŻ×ķ═¼ĢrØMūŃ▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Ą─╝ė¤ß£žČ╚Īó░▓čbŠ½Č╚║═┐╔╝ė╣żąį─▄ę¬Ū¾Ż¼į┌─ŻŠ▀┼cÅØ╣▄ÖC╣żū„┼_Ą─Ė¶¤ß░Õ▀xė├║±Č╚×ķ25mmĄ─č§╗»õX╠š┤╔Ż¼į┌Ė¶¤ß░Õ╔ŽųŲ│÷▀BĮė┐ū╗“▀BĮė▓█Ż¼═©▀^Ė▀£ž║ŽĮ┬▌╦©īó─ŻŠ▀ĪóĖ¶¤ß░Õ┼cÅØ╣▄ÖCŠo╣╠▀BĮė;ę▓┐╔į┌Ė¶¤ß░Õ╔ŽųŲ│÷ĘĮą╬▓█Ż¼ęį£p╔┘Ė¶¤ß░Õ┼c─ŻŠ▀Ą─Įėė|├µĘeŻ¼╠ß╔²Ė¶¤ßą¦╣¹ĪŻĄõą═Ė¶¤ß░ÕĮYśŗęŖłD3ĪŻ
2.2.3ÅØ╣▄ÖC▌oų·▓┐╝■Ę└¤ß╠Ä└Ē
ļm╚╗ÅØ╣▄ÖCŲõ╦¹▌oų·▓┐╝■▓╗┼cŌü╣▄Ė▀£ž└@ÅØ─ŻŠ▀ų▒ĮėĮėė|Ż¼Ą½ķLŲ┌╠Äė┌Ė▀£žŁhŠ│ųąęū│÷¼F▓┐╝■└Ž╗»Ż¼Ūę┤µį┌ĀCé¹▓┘ū„╚╦åTĄ─’LļUŻ¼ąĶ▀MąąŠų▓┐Ė¶¤ß╠Ä└ĒĪŻ▓╔ė├╣Ķ╦ßõX└wŠSÜųŻ¼▓├╝¶│╔┼c▓┐╝■Ųź┼õĄ─ą╬ĀŅ║¾Ż¼░³╣³į┌ÅØ╣▄ÖC▌oų·▓┐╝■▒Ē├µŻ¼╝╚─▄£p╔┘¤ß┴┐╔ó╩¦Ż¼ėų─▄ŲĄĮ¤ßĘ└ūoū„ė├ĪŻ
2.3─ŻŠ▀└õģsŽĄĮyįOėŗ
2.3.1─ŻŠ▀└õģsĘĮ╩Į▀xō±
└õģsŽĄĮyų„ę¬ė├ė┌┐ņ╦┘ĮĄĄ═─ŻŠ▀£žČ╚Ż¼ęįĘĮ▒Ń╚Ī│÷Ōü╣▄Ż¼┐sČ╠╝ė╣żų▄Ų┌Ż¼═¼ĢrŠ½£╩┐žųŲ─ŻŠ▀£žČ╚Ż¼Ę└ų╣£žČ╚│¼│÷╩╣ė├śOŽ▐ĪŻ▓╔ė├─┐Ū░æ¬ė├ūŅÅVĘ║Ą─ā╚ų├╩Į┴„Ą└╦«└õĘĮ╩ĮŻ¼Š▀ėą└õģsą¦┬╩Ė▀Īó┐ž£žŠ½£╩Ą╚ā×ä▌ĪŻ
2.3.2└õģs┴„Ą└įOėŗ
¤ßÅØ─ŻÅØēKĄ─└õģs┴„Ą└įOėŗį┌─ŻŠ▀ųą▓┐Ż¼Šo┐┐ļŖ¤ß╣▄▓ó│╩90°╔╚ą╬▓╝Šų;ŖA─ŻĪó¤ßē║─ŻĪóĘ└░Ö─ŻĄ─└õģs┴„Ą└Šo┐┐ļŖ¤ß╣▄▓ó│╩ų▒ŠĆ▓╝ŠųĪŻ╦∙ėą└õģs┴„Ą└┐šķg▓╝Šųæ¬┼c╝ė¤ß┐ūĪó£y£ž┐ūģfš{ę╗ų┬Ż¼▒▄├ŌŽÓ╗źĖ╔╔µŻ¼ęį┤_▒Ż┐ņ╦┘└õģsĪŻį┌└õģs┴„Ą└ā╔Č╦ķ_│÷ų▒ÅĮ10mmĄ─└õģs┐ūŻ¼ū„×ķ▀M╦«┼c│÷╦«╩╣ė├ĪŻ└õģs┴„Ą└Ą─▀M│÷┐┌▓╔ė├║ĖĮė├▄ĘŌŻ¼║ĖĮė║¾▀Mąą╦«ē║įć“ׯ¼Ę└ų╣Ė▀£žŽ┬└õģs╦«ą╣┬®ī¦ų┬─ŻŠ▀ķ_┴čĪŻĄõą═└õģs┴„Ą└▓╝ŠųęŖłD2ĪŻ
2.3.3╦«£ž┐žųŲŽĄĮy▀xą═
×ķ▒▄├ŌūįüĒ╦«ĮY╣ĖČ┬╚¹└õģs┴„Ą└,└õģsĮķ┘|▀xė├╣żśI╝āā¶╦«ĪŻ╦«£ž┐žųŲŽĄĮy▀xė├£ž┐ž╦«Žõūįäėš{╣Ø╦«£žŻ¼═©▀^ļŖ┤┼┴„┴┐ėŗ┐žųŲ╦«┴„┴┐ĪŻį┌£ž┐ž╦«Žõ│÷╦«┐┌╬╗ų├įOų├£žČ╚é„ĖąŲ„Ż¼īŹĢr▒O£y│÷╦«£žČ╚Ż¼«ö│÷╦«£žČ╚│¼▀^50ĪµĢrŻ¼£ž┐ž╦«ŽõūįäėåóäėųŲ└õčbų├Ż¼┤_▒Ż└õģs╦«£žČ╚ĘĆČ©ĪŻ
▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ▀^│╠ųąŻ¼└õģsŽĄĮy╠Äė┌“Ą═╦┘裣h”ĀŅæBŻ¼āHŠS│ų─ŻŠ▀£žČ╚ĘĆČ©;└@ÅØ═Ļ│╔║¾Ż¼└õģsŽĄĮyŪąōQų┴“Ė▀╦┘└õģs”ĀŅæBŻ¼═©▀^š{╣Ø┴„┴┐┼c╦«£žŻ¼╩╣─ŻŠ▀┐ņ╦┘ĮĄ£žĪŻ
2.4─ŻŠ▀▓─┴Ž▀xė├
▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Ą─▓─┴Žų▒ĮėøQČ©Ųõį┌Ė▀£ž╣żørŽ┬Ą─│ą▌d─▄┴”┼c╩╣ė├ē█├³Ż¼ąĶØMūŃĖ▀£žÅŖČ╚Īó¤ßĘĆČ©ąįĪó─═─źąį║═ī¦¤ßąį╦─┤¾║╦ą─ę¬Ū¾Ż¼ĮY║Ž─ŻŠ▀Ė„▓┐╝■Ą─╣”─▄▓Ņ«Éō±ā×▀xė├ĪŻ
Ōü╣▄Ė▀£ž└@ÅØĢrŻ¼ų„╩▄┴”─ŻŠ▀(¤ßÅØ─ŻĪóŖA─Ż)ų▒Įė┼cĖ▀£žŌü╣▄Įėė|Ż¼│ą╩▄▌^┤¾Ą─ÖCąĄ▌d║╔┼c─”▓┴ū„ė├Ż¼▀xė├Ė▀£žąį─▄ā׫ɥ─W6Mo5Cr4V2 Ė▀╦┘õōŻ¼Ųõį┌800ĪµĢrĄ─ė▓Č╚┐╔▀_50HRCęį╔ŽŻ¼ŪęŠ▀ėą┴╝║├Ą─¤ßŲŻä┌┐╣┴”;┤╬╩▄┴”─ŻŠ▀(¤ßē║─ŻĪóĘ└░Ö─ŻĪóąŠ░¶)ų„ę¬╩Ūų¦ō╬╣▄▓─Ę└ų╣╗¹ūā║═Ų░ÖŻ¼╚ńÅŖČ╚╠½Ė▀Ģ■ė░Ēæ¤ßÅØ─Ż▀\äėŻ¼╚ńÅŖČ╚╠½Ą═ät¤oĘ©▀_ĄĮų¦ō╬ą¦╣¹Ż¼ę“┤╦Ż¼▀xō±▒╚ W6Mo5Cr4V2Ė▀╦┘õōÅŖČ╚┬įĄ═Ą─H13¤ßū„─ŻŠ▀õōĪŻ─ŻŠ▀┼cÅØ╣▄ÖC▀BĮėĄ─Ė¶¤ß░Õ▀xė├╝āČ╚×ķ85%Ą─Al2O3č§╗»õX╠š┤╔Ż¼Ųõį┌800ĪµĢrŠ▀ėąūŃē“Ą─ÅŖČ╚║═Ė¶¤ßąį─▄ĪŻ
3Īó▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀öĄųĄ─ŻöM
ęį═ŌÅĮD=Φ60mmĪó▒┌║±δ=1mmĪóā╔Č╦ų▒ŠĆČ╬ķLČ╚×ķ120mmĪóųąķgÅØŪ·Č╬░ļÅĮR=120mmĪóÅØŪ·ĮŪ×ķ40°Ą─TC4▒Ī▒┌Ōü╣▄×ķĄõą═┤·▒Ē▀MąąĖ▀£ž└@ÅØ─ŻŠ▀öĄųĄ─ŻöMŻ¼“×ūC─ŻŠ▀Ą─£žČ╚Ęų▓╝─▄ʱØMūŃŌü╣▄Ė▀£ž└@ÅØĄ─╣ż╦ćę¬Ū¾ĪŻ
3.1öĄųĄ─Żą═śŗĮ©
3.1.1Äū║╬─Żą═śŗĮ©
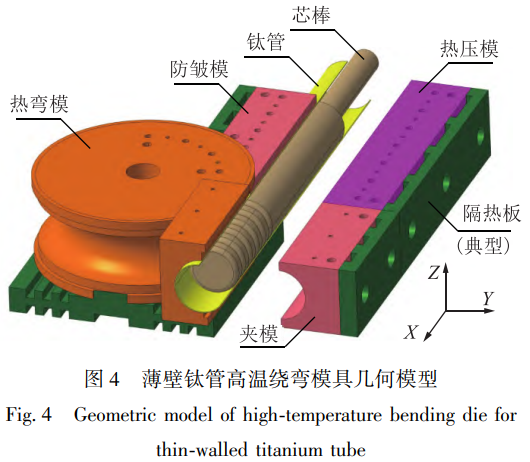
░┤▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀įOėŗĮY╣¹śŗĮ©╚½│▀┤ńÄū║╬─Żą═Ż¼░³└©¤ßÅØ─ŻĪóŖA─ŻĪó¤ßē║─ŻĪóĘ└░Ö─ŻĪóąŠ░¶ĪóĖ¶¤ß░Õ║═Ōü╣▄ĪŻ═Ļš¹Ą─▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Äū║╬─Żą═ęŖłD4ĪŻ
3.1.2ŠWĖ±äØĘų
▓╔ė├“Ęųģ^äØĘų”ĘĮ╩Į▀Mąą▓╗═¼ŅÉą═Īó┤¾ąĪĄ─ŠWĖ±äØĘųĪŻ×ķŲĮ║Ōėŗ╦ŃŠ½Č╚┼cėŗ╦Ńą¦┬╩Ż¼ī”─Żą═▀Mąą║Ž└Ē║å╗»:▒Ż┴¶─ŻŠ▀┐é¾wĮYśŗĪó╝ė¤ß┐ūĄ└Ą╚ĻPµI╠žš„,║÷┬į▀BĮė┐ūĪóĄ╣ĮŪĄ╚ĘŪĻPµI╝Ü╣ØĪŻŌü╣▄ÅØŪ·Č╬▀xė├╚²╣سc╚²ĮŪą╬Üżå╬į¬,ŠWĖ±│▀┤ń×ķ2~5mm;Ōü╣▄ų▒ŠĆČ╬▀xė├╦─╣سc╦─▀ģą╬Üżå╬į¬,ŠWĖ±│▀┤ń×ķ8~12mmĪŻ╦∙ėą─ŻŠ▀Ą─╣żū„ą═├µĪó╝ė¤ß┐ūĄ╚ĻPµIģ^ė“Š∙▓╔ė├┴∙├µ¾wĮYśŗ╗»ŠWĖ±Ż¼ŠWĖ±│▀┤ń×ķ2~5mmĪŻ╦∙ėą─ŻŠ▀Ą─ĘŪ╣żū„ą═├µĪóĖ¶¤ß░ÕŠ∙▓╔ė├╦─├µ¾wĘŪĮYśŗ╗»ŠWĖ±Ż¼ŠWĖ±│▀┤ń×ķ10~15mmĪŻ
3.1.3▓─┴Žī┘ąįįOų├
▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀öĄųĄ─ŻöMąĶįOų├W6Mo5Cr4V2õōĪóH13õōĪóAl2O3 č§╗»õX╠š┤╔║═TC4Ōü╣▄4ĘN─ŻŠ▀▓─┴ŽĄ─Ė▀£ž┴”īW║═╬’└Ēąį─▄ģóöĄŻ¼ģó┐╝ųĄęŖ▒Ē1ĪŻŲõųąTC4Ōü╣▄į┌Ė▀£ž700~900ĪµĄ─æ¬┴”-æ¬ūāŪ·ŠĆ┐╔ģó┐╝ć°ā╚Ė▀ąŻīŹ£yöĄō■[16-17]ĪŻ
▒Ē1 4ĘN─ŻŠ▀▓─┴ŽĄ─Ė▀£ž┴”īW║═╬’└Ēąį─▄öĄō■ģó┐╝ųĄ
Table 1 Reference values for high-temperature mechanical and physical property data of four materials
| ąį─▄ģóöĄ | W6Mo5Cr4V2õō | H13õō | 85%Al2O3 č§╗»õX╠š┤╔ | TC4Ōü╣▄ |
| ┐╣└ŁÅŖČ╚/MPa | 400~500 | 350~450 | ę╗ | 200~250 |
| Ū³Ę■ÅŖČ╚/MPa | 350~450 | 300~400 | 150~200 | |
| ╔ņķL┬╩/% | 10~20 | 15~25 | <0.1 | 30~50 |
| ÅŚąį─Ż┴┐/GPa | 170~190 | 160~180 | 280~350 | 60~70 |
| ¤ßī¦┬╩/(W. (m.K)-1) | 28~32 | 35~40 | 13.8~16.7 | 15~18 |
| ▒╚¤ß╚▌/(J. (kg.K)-1) | 600~700 | 750~850 | 800~900 | 900~1000 |
| ▓┤╦╔▒╚ | 0.31~0.34 | 0.32~0.35 | 0.22~0.24 | 0.35~0.38 |
3.1.4▀ģĮńŚl╝■įOų├
£žČ╚▀ģĮńŚl╝■:└õģs┴„Ą└▀M╦«░┤£ž┐ž╦«ŽõūŅĖ▀£žČ╚50ĪµįOų├,│÷┐┌×ķūįė╔┴„│÷;ŁhŠ│£žČ╚×ķ25Īµ,ī”┴„ōQ¤ßŽĄöĄ×ķ10W.(m2.K)-1;╝ė¤ß┐ū░┤“ā╚¤ßį┤”╠Ä└ĒŻ¼╣”┬╩├▄Č╚░┤ļŖ¤ß╣▄ūŅ┤¾ųĄ8W.cm-3įOų├ĪŻ
┴”īW▀ģĮńŚl╝■:╝s╩°ÅØŪ·─ŻZ▌SĘĮŽ“╬╗ęŲŻ¼ė├ą²▐D╬╗ęŲ╝ė▌dĘĮ╩Į╩®╝ėĮŪ╦┘Č╚w=0.05 rad.s-1;ŖA─Ż╩®╝ė10~15MPaĄ─ŖAŠo┴”;╝s╩°¤ßē║─ŻYĪóZ▌SĘĮŽ“╬╗ęŲŻ¼X▌SĘĮŽ“╩®╝ėŠĆ╦┘Č╚V=wR=6mm.s-1;═¼Ģr╝s╩°Ę└░Ö─ŻĪóąŠ░¶Ą─XĪóYĪóZ▌SĘĮŽ“╬╗ęŲĪŻ
Įėė|▀ģĮńŚl╝■:¤ßÅØ─ŻĪó¤ßē║─ŻĪóĘ└░Ö─Ż┼cŌü╣▄ų«ķgĄ─Įėė|ŅÉą═×ķ“¤ß-┴”±Ņ║ŽĮėė|”Ż¼─”▓┴ę“öĄ×ķ0.1;ŖA─ŻĪóąŠ░¶┼cŌü╣▄Ą─Įėė|ŅÉą═×ķ“ėąŽ▐╗¼äė”;╦∙ėą─ŻŠ▀┼cĖ¶¤ß░ÕĄ─Įėė|ŅÉą═Š∙×ķ“¤o╗¼äėĮėė|”ĪŻ
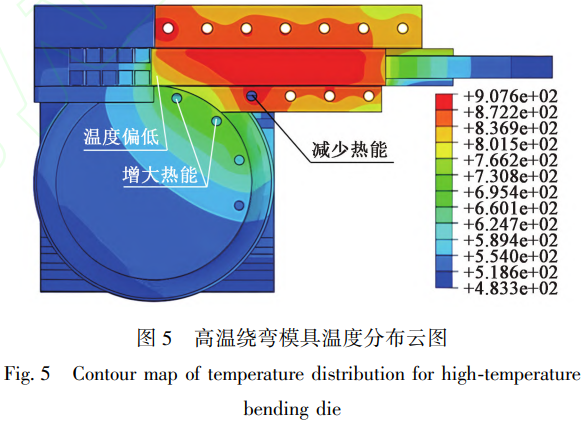
3.2öĄųĄ─ŻöMĮY╣¹Ęų╬÷
▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀öĄųĄ─ŻöM║¾Ż¼Ą├ĄĮ─ŻŠ▀£žČ╚ł÷Ęų▓╝įŲłDęŖłD5(╬┤’@╩ŠĖ¶¤ß░Õ)ĪŻ═©▀^łD5┐╔ęį┐┤│÷:¤ßē║─Ż┼cĘ└░Ö─ŻĄ─ļŖ¤ß╣▄Ą─╣”┬╩├▄Č╚ī”─ŻŠ▀£žČ╚ė░ĒæūŅ┤¾;¤ßÅØ─ŻĪó¤ßē║─Ż┼cĘ└░Ö─Ż╚²š▀ų«ķgģ^ė“Ą─£žČ╚×ķ792~890ĪµŻ¼£žČ╚▓Ņ«É▀^┤¾Ż¼ė╚Ųõ╩Ū¤ßÅØ─ŻÅØŪ·Ūą³c£žČ╚ūŅĄ═Ż¼×ķ792ĪµŻ¼ąĶ╝ė┤¾¤ßÅØ─Żįō╬╗ų├╝ė¤ß╣▄Ą─Ņ~Č©╣”┬╩Ż¼į÷┤¾¤ß─▄▌ö╚ļ─▄┴”Ż¼╠ß╔²įōģ^ė“Ą─£žČ╚;Ę└Ę└░Ö─Ż╔ŽĄ┌1éĆ╝ė¤ß┐ūĄ─ų▄▀ģ£žČ╚Ų½Ė▀Ż¼▀_ĄĮ890ĪµŻ¼┐╔▀m«ö£p╔┘╝ė¤ß╣▄¤ß─▄▌ö╚ļĪŻ
═©▀^Ę┤Å═ā×╗»Ż¼«ö¤ßÅØ─ŻÅØŪ·Ūą³cĖĮĮ³2éĆ╝ė¤ß┐ū╣”┬╩├▄Č╚×ķ8.5W.cm-3ĪóĘ└░Ö─Ż╔ŽĄ┌1éĆ╝ė¤ß┐ū╣”┬╩├▄Č╚×ķ7.7W.cm-3Ż¼ŲõėÓ╝ė¤ß┐ū╣”┬╩├▄Č╚×ķ7.9W.cm-3ĢrŻ¼─ŻŠ▀£žČ╚ł÷Ęų▓╝įŲłDęŖłD6ĪŻė╔łD6┐╔ų¬Ż¼¤ßÅØ─ŻĪó¤ßē║─Ż┼cĘ└░Ö─Ż╚²š▀ų«ķgģ^ė“Ą─£žČ╚×ķ804~865Īµ,£žČ╚▓Ņ«É├„’@£pąĪ,ŪęØMūŃ┴╦Ōü╣▄│╔ą╬£žČ╚800ĪµĄ─ę¬Ū¾ĪŻ
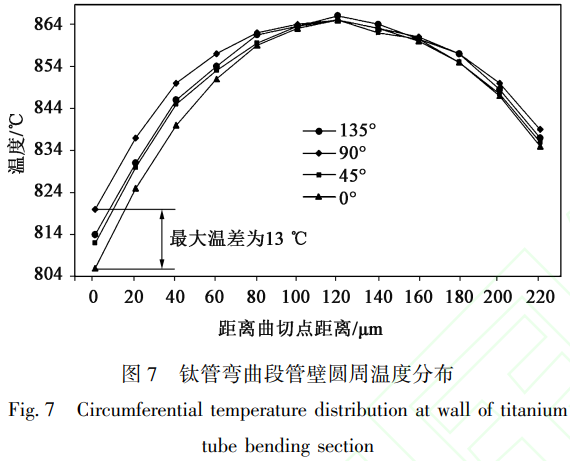
Å─ā×╗»║¾Ą─öĄųĄ─ŻöMĮY╣¹ųą╠ß╚Ī│÷Ōü╣▄ÅØŪ·Č╬╣▄▒┌łAų▄0°Īó45°Īó90°║═135°Ą─£žČ╚öĄō■ą╬│╔£žČ╚Ū·ŠĆŻ¼ęŖłD7ĪŻ┐╔ęį┐┤│÷:Ōü╣▄ÅØŪ·Č╬£žČ╚┼c─ŻŠ▀£žČ╚Ęų▓╝┌ģä▌ę╗ų┬,šf├„─ŻŠ▀─▄ē“īó¤ß─▄é„▀fĄĮ╣▄▓─;ÅØŪ·Č╬╣▄▒┌łAų▄ā╚£žČ╚▓Ņ«ÉąįūŅ┤¾Ą─ģ^ė“×ķÅØŪ·Ūą³c╬╗ų├Ż¼ūŅ┤¾£ž▓Ņ×ķ13ĪµŻ¼ØMūŃ┴╦▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ£žČ╚▓Ņ«Éąįį┌±15ĪµĄ─ę¬Ū¾ĪŻ
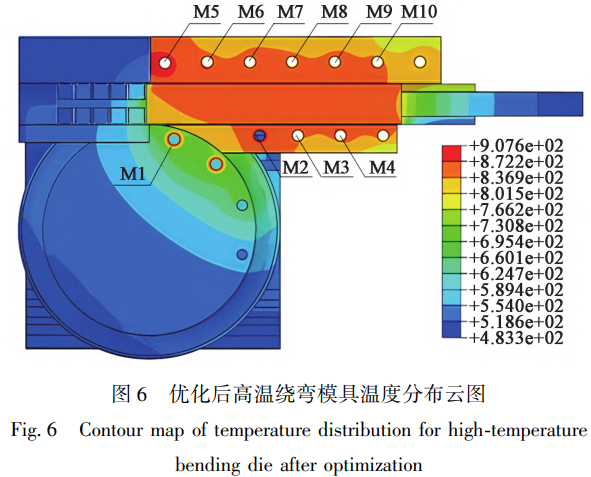
Ōü╣▄Ė▀£ž└@ÅØĢrŻ¼Ōü╣▄ÅØŪ·Č╬╣▄▒┌łAų▄Č╝▒╗─ŻŠ▀ŖA│ųŻ¼¤oĘ©ų▒Įė£y┴┐╣▄▒┌£žČ╚Ż¼ų╗─▄ķgĮė£y┴┐─ŻŠ▀£žČ╚Ż¼Å─öĄųĄ─ŻöMĮY╣¹ųą╠ß╚Ī10éƤßļŖ┼╝(M1~M10)░▓čb╬╗ų├Ą─£žČ╚öĄō■Ż¼×ķŌü╣▄Ė▀£ž└@ÅØ─ŻŠ▀īŹ“×£yįć╠ß╣®└ĒšōöĄō■ĪŻ¤ßļŖ┼╝(M1~M10)Ęų▓╝╬╗ų├ęŖłD6Ż¼Ųõųą¤ßÅØ─Ż╔Ž░▓čb1éƤßļŖ┼╝Īó¤ßē║─Ż╔Ž░▓čb6éƤßļŖ┼╝ĪóĘ└░Ö─Ż╔Ž░▓čb3éƤßļŖ┼╝ĪŻ
4Īó▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀īŹ“×£yįć
4.1īŹ“×▀^│╠
īŹ“ץ──┐Ą─╩Ū“×ūC─ŻŠ▀Ą─īŹļHąį─▄╩ŪʱØMūŃ▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀Ą─įOėŗę¬Ū¾,TC4Ōü╣▄į┌īŹ“×▀^│╠ųąū„×ķąį─▄“×ūCĄ─▌d¾w,ĘŪų„¾w┐╝║╦ī”Ž¾ĪŻīŹ“×ų„ę¬▀^│╠╚ńŽ┬ĪŻ
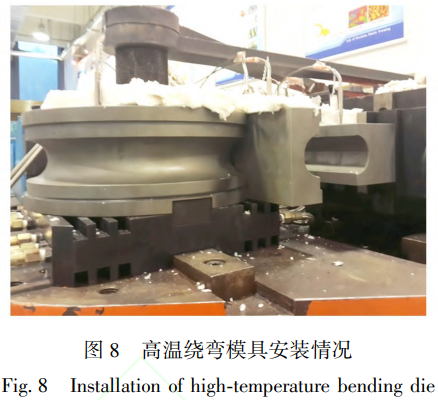
(1)īŹ“×┼_░▓čb:░┤įOėŗłDśė╝ė╣ż│÷╦∙ėąĄ──ŻŠ▀Ż¼▓ó╩╣ė├┬▌╦©╣╠Č©į┌ÅØ╣▄ÖC╣żū„┼_╔Ž;īó£žČ╚┐žųŲāxĄ─ļŖ¤ß╣▄Īó¤ßļŖ┼╝░▓čbį┌─ŻŠ▀╔Ž;īó£ž┐ž╦«ŽõĄ─╦«╣▄▀BĮėį┌─ŻŠ▀Ą─└õģs┐ū╔Ž;īóŌü╣▄╠ūį┌ąŠ░¶╔ŽĪŻ
Ąõą═Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀░▓čbŪķøręŖłD8ĪŻ
(2)īŹ“×Ū░Öz▓ķ:Öz▓ķ¤ßļŖ┼╝æ¬į┌ąŻ£╩ėąą¦Ų┌ā╚;Öz▓ķÅØ╣▄ÖCĪó£žČ╚┐žųŲāxĪó£ž┐ž╦«Žõ▀BĮėæ¬┐╔┐┐;Öz▓ķ─ŻŠ▀ĪóŌü╣▄░▓čbĄ─╬╗ų├║═Š½Č╚æ¬ØMūŃę¬Ū¾;Öz▓ķ£žČ╚┐žųŲāxĄ─╝ė£žĪó£y£žĪó║Ń£ž╣”─▄欚²│ŻĪŻ
(3)ģóöĄįOų├:į┌ÅØ╣▄ÖC╔ŽįOų├ÅØŪ·ĮŪČ╚×ķ40°ĪóÅØŪ·╦┘Č╚×ķ0.05 rad.s^{-1}ĪóŖA─Żē║┴”×ķ10~15 MPaĪó¤ßē║─Ż╦┘Č╚×ķ6mm.s-1;į┌£žČ╚┐žųŲāx╔ŽįOų├╝ė¤ß£žČ╚×ķ800Īµ;į┌£ž┐ž╦«Žõ╔ŽįOų├╦«£ž£žČ╚×ķ50ĪµĪŻ
(4)╩ųäė╝ė¤ß£žČ╚£yįć:īó£žČ╚┐žųŲāx╦∙ėąļŖ¤ß╣▄╠Äė┌╩ųäė┐žųŲ─Ż╩ĮŻ¼åóäė╝ė¤ßŽĄĮy╝ė¤ß─ŻŠ▀Ż¼30min║¾Ż¼ėøõø─ŻŠ▀╔ŽĖ„¤ßļŖ┼╝(M1~M10)Ą─īŹ£y£žČ╚ĪŻ
(5)ūįäė╝ė¤ß£žČ╚£yįć:īó£žČ╚┐žųŲāx╦∙ėąļŖ¤ß╣▄╠Äė┌ūįäė┐žųŲ─Ż╩ĮŻ¼åóäė╝ė¤ßŽĄĮy╝ė¤ß─ŻŠ▀Ż¼30min║¾Ż¼ėøõø─ŻŠ▀╔ŽĖ„¤ßļŖ┼╝(M1~M10)Ą─īŹ£y£žČ╚ĪŻ
(6)Ė▀£ž└@ÅØ│╔ą╬:«ö─ŻŠ▀£žČ╚ØMūŃę¬Ū¾║¾Ż¼åóäėÅØ╣▄ÖCŻ¼ŖA─ŻŖAŠoŌü╣▄Ż¼ÅØŪ·▒█ĦäėŌü╣▄└@ÅØŻ¼¤ßē║─Ż┼cŌü╣▄═¼▓ĮŪ░▀MŻ¼Ę└░Ö─ŻĪóąŠ░¶īŹĢrų¦│ųŌü╣▄Ę└ų╣╗¹ūā║═Ų░ÖĪŻ
(7)└õģs┼c╚Ī╝■:└@ÅØ═Ļ│╔║¾Ż¼└õģsŽĄĮyŪąōQų┴Ė▀╦┘─Ż╩ĮŻ¼─ŻŠ▀£žČ╚Ž┬ĮĄ║¾Ż¼┤“ķ_ŖA─Ż╚Ī│÷Ōü╣▄śė╝■Ż¼▀Mąą║¾└mÖz£yĪŻ
4.2īŹ“×ĮY╣¹Ęų╬÷
4.2.1─ŻŠ▀īŹ£y£žČ╚Ęų╬÷
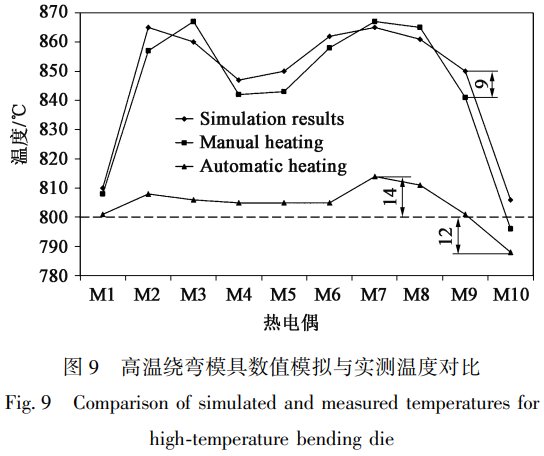
£žČ╚┐žųŲāxį┌╩ųäė╝ė¤ßĪóūįäė╝ė¤ßŪķørŽ┬Ą─Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀¤ßļŖ┼╝(M1~M10)īŹ£y£žČ╚Ū·ŠĆęŖłD9ĪŻ═©▀^łD9┐╔ęį┐┤│÷:
(1)╩ųäė╝ė¤ßŪķørŽ┬,¤ßļŖ┼╝Ą─īŹ£y£žČ╚┼cöĄųĄ─ŻöM£žČ╚Ą─ūŅ┤¾Ų½▓Ņ╬┤│¼▀^9Īµ,šf├„öĄųĄ─ŻöMĮY╣¹┼c╩ųäė╝ė¤ßĮY╣¹╩Ū╗∙▒Š╬Ū║ŽĄ─;
(2)ūįäė╝ė¤ßŪķørŽ┬Ż¼│²¤ßļŖ┼╝(M10)═ŌŻ¼ŲõėÓ¤ßļŖ┼╝(M1~M9)Ą─īŹ£y£žČ╚į┌801~814Īµų«ķgŻ¼ØMūŃ▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ£žČ╚ę¬Ū¾(800Īµ)Ż¼šf├„£žČ╚┐žųŲāxĄ─ūįäė║Ń£žū„ė├├„’@Ż¼─▄Š½┤_äėæBš{┐ž─ŻŠ▀Ą─īŹļH£žČ╚;
(3)¤ošōį┌╩ųäė╝ė¤ßŪķørŻ¼▀Ć╩Ūį┌ūįäė╝ė¤ßŪķørŽ┬Ż¼¤ßļŖ┼╝(M10)Ą─£žČ╚Č╝Ų½Ą═Ż¼ūŅĄ═×ķ788ĪµŻ¼Ą½įō╬╗ų├ęč│¼│÷Ōü╣▄ÅØŪ·Č╬ĘČć·Ż¼▓╗ė░ĒæŌü╣▄ÅØŪ·│╔ą╬Ż¼┐╔║÷┬į£žČ╚▓Ņ«ÉĪŻ
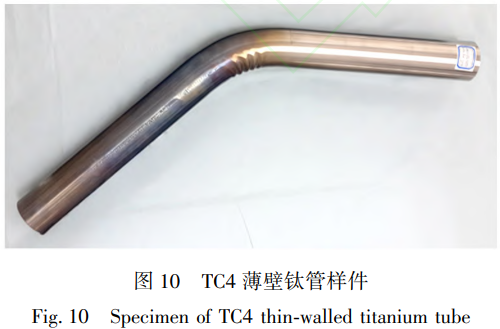
4.2.2Ōü╣▄śė╝■┘|┴┐įu╣└
ÅØŪ·║¾Ą─TC4▒Ī▒┌Ōü╣▄śė╝■ęŖłD10ĪŻ═©▀^Öz▓ķ░l¼F:(1)Ōü╣▄╝ė¤ßģ^▒Ē├µ░l║┌├„’@Ż¼šf├„Ōü╣▄ęč▀_Ė▀£žč§╗»£žČ╚Ż¼ąĶę¬į┌Ōü╣▄╔Žį÷╝ėĖ▀£žĘ└č§╗»═┐īė;(2)Ōü╣▄ÅØŪ·Č╬ā╚é╚Ų░Ö├„’@Ż¼šf├„Ę└░Ö─ŻĮYśŗ│▀┤ń╗“░▓čb╬╗ų├«É│ŻŻ¼ø]ėą▀_ĄĮĘ└ų╣Ų░ÖĄ──┐Ą─Ż¼▀ĆąĶę¬▀MąąĘ└░Ö─ŻĮYśŗ│▀┤ńā×╗»ęį╝░Ōü╣▄└@ÅØ│╔ą╬╣ż╦ćĖ─▀MĪŻ
5ĪóĮYšō
(1)▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØĄ─║╦ą─╩Ū═©▀^£žČ╚ł÷┼c┴”ł÷Ą─ģf═¼┐žųŲ╠ß╔²Ōü║ŽĮ╦▄ąįŻ¼Ė▀£ž└@ÅØ─ŻŠ▀ąĶ═¼ĢrīŹ¼FŠ½£╩╝ė¤ßĪóĖ▀ą¦Ė¶¤ßĪó┐ņ╦┘└õģs┼cĖ▀£ž│ą▌d▀@╦─┤¾╣”─▄ĪŻ
(2)─ŻŠ▀╝ė¤ßŽĄĮy▓╔ė├ā╚ų├╩ĮļŖ¤ß╣▄╝ė¤ßŻ¼┼õų├“╝ė¤ß-£y£ž-Ę┤ü”ķ]Łh┐žųŲ╣”─▄Ą─£žČ╚┐žųŲāxŻ¼┐╔īŹ¼F─ŻŠ▀Š½£╩╝ė£žĪó£y£ž║═║Ń£ž;į┌─ŻŠ▀┼cÅØ╣▄ÖC╣żū„┼_ų«ķgįOų├č§╗»õX╠š┤╔Ė¶¤ß░ÕŻ¼─▄īŹ¼F─ŻŠ▀┼cÅØ╣▄ÖCĄ─Ė▀ą¦Ė¶¤ß;└õģsŽĄĮy▓╔ė├ā╚ų├╩Į┴„Ą└╦«└õĘĮ╩ĮŻ¼┼õų├ūįäė£ž┐ž╦«ŽõŻ¼─▄┐ņ╦┘ĮĄĄ═─ŻŠ▀£žČ╚;Ė▀£žų„╩▄┴”─ŻŠ▀▓─┴Ž▀xė├Ė▀╦┘õōĪóĖ▀£ž┤╬╩▄┴”─ŻŠ▀▓─┴Ž▀xė├¤ßū„─ŻŠ▀õōŻ¼ęįØMūŃŌü╣▄Ė▀£ž╣żørŽ┬Ą─Ė▀£ž│ą▌dąĶŪ¾ĪŻ
(3)ėąŽ▐į¬öĄųĄ─ŻöM┐╔ėąą¦ŅA£y─ŻŠ▀£žČ╚Ęų▓╝ĀŅæBŻ¼“×ūC─ŻŠ▀£žČ╚─▄ʱØMūŃŌü╣▄│╔ą╬ę¬Ū¾Ż¼┤¾Ę∙£p╔┘╬’└ĒīŹ“ץ─Ą³┤·┤╬öĄĪŻ═©▀^£yįć▒Ē├„Ż¼─ŻŠ▀£žČ╚Ęų▓╝ØMūŃ▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ╣ż╦ćę¬Ū¾Ż¼Ōü╣▄ÅØŪ·Č╬╣▄▒┌łAų▄Ą─£žČ╚Š∙ä“ąį┐žųŲį┌ę¬Ū¾ĘČć·ā╚ĪŻ
ģó┐╝╬─½I:
[1]±Tū┐Ż¼═§äPõhŻ¼▓┼ę½õ┐Ż¼Ą╚.╗∙ė┌FEAĄ─TC4Ōü║ŽĮ╝ż╣Ō/│¼┬Ģ▌oų·Vą═ÅØŪ·╣ż╦ć[J].Õæē║╝╝ągŻ¼2025Ż¼50(8):64-71.
Feng Z, Wang K F, Cai Y Q, et al. Laser/ultrasonic assisted V-type bending process of TC4 titanium alloy based on FEA[J].Forging& Stamping Technology,2025,50(8):64-71.
[2]╠šųŪŠ².┤¾ų▒ÅĮ▒Ī▒┌TC4Ōü╣▄öĄ┐ž£ž¤ßÅØŪ·│╔ą╬ąį蹊┐[D].╬„░▓:╬„▒▒╣żśI┤¾īWŻ¼2017.
Tao Z J. Formability of Large-Diameter Thin-Walled TC4 Titanium Alloy Tube in NC Warm Bending Process[D]. Xi'an: Northwestern Polytechnical University,2017.
[3]Tao Z, Li H, Ma J, et al. FE modeling of a complete warm-bending process for optimal design of heating stages for the forming of large-diameter thin-walled Ti-6Al-4V tubes[J]. Manufacturing ReviewŻ¼2017Ż¼4:2017010.
[4]═§Į├„Ż¼═§╚AŻ¼ąņš±╚AŻ¼Ą╚.╣▄─ŻķgŽČī”Ti-2Al-2.5ZrŌü║ŽĮ╣▄▓─öĄ┐žÅØŪ·│╔ą╬┘|┴┐Ą─ė░Ēæ[J].Õæē║╝╝ągŻ¼2024Ż¼49(1):81-88.
Wang J M, Wang H, Xu Z H, et al. Influence of clearance between pipe and die on CNC bending quality for Ti-2Al-2.5Zr titanium alloy pipe[J]. Forging& Stamping Technology,2024,49(1):81-88.
[5]±R┐Ī.Ė▀ÅŖŌü║ŽĮ╣▄¤ßł÷▌oų·ÅØŪ·│╔ą╬╗žÅŚĮ©─Ż┼c┐žųŲ[D].╬„░▓:╬„▒▒╣żśI┤¾īW,2020.
Ma J. Modeling and Control of Springback in Heat-assisted Bending of High-Strength Titanium Tube[D]. Xi'an: Northwestern Polytechnical University,2020.
[6]Simonetto Enrico, Venturato Giulia, Ghiott Andrea, et al. Modelling of hot rotary draw bending for thin-walled titanium alloy tubes[J]. International Journal of Mechanical Sciences. 2018, 148:698-706.
[7]Li G J,He Z R,Ma J,et al. Springback analysis for warm Bending of titanium tube based on coupled thermal-mechanical simulation[J].MaterialsŻ¼2021Ż¼14(17):5044.
[8]ĖČĘfŻ¼ÅłščŻ¼ŚŅ║ŃŻ¼Ą╚.Ė▀ÅŖąĪÅØŪ·░ļÅĮŌü╣▄¤ßł÷▌oų·öĄ┐žÅØŪ·╣ż╦ćģóöĄ┤_Č©ąįā×╗»[J].╦▄ąį╣ż│╠īWł¾Ż¼2021Ż¼28(4):60-69.
Fu Y, Zhang Z, Yang H, et al. Process parameters deterministic optimization of heat field-assisted numerical control bending for titanium tube with high strength and small bending radius[J].Journal of Plasticity Engineering,2021,28(4):60-69.
[9]┴ųę”│ĮŻ¼į°į¬╦╔Ż¼ģŪ×ķŻ¼Ą╚.╗∙ė┌─ŻŠ▀äōą┬įOėŗĄ─Ė▀ÅŖŌü╣▄ąĪ░ļÅĮ╝ė¤ß└@ÅØ▒Ō╗»┐žųŲ[J].Š½├▄│╔ą╬╣ż│╠Ż¼2022Ż¼14(1):95-100.
Lin Y C, Zeng Y S, Wu W, et al. Control of sectional flattening in heat-assisted rotary draw bending of high- strength titanium tubes with small-radius based on innovative design of die[J]. Journal of Netshape Forming Engineering,2022,14(1):95-100.
[10] Yang H, Li H, Ma J, et al. Breaking bending limit of difficult-to-form titanium tubes by differential heating-based reconstruction of neutral layer shifting[J]. International Journal of Machine Tools& Manufacture: Design, Research and Application, 2021, 166:103742.
[11]Cheng Z, Ali Abd El-Aty, Zhang R,et al. Finite element modeling and experimental investigation on manufacturing TA18 alloy pipes via hot free bending forming technology: Forming characteristics and process optimization[J]. Journal of Materials Research and TechnologyŻ¼2024Ż¼29:5225-5240.
[12]┴_ĢrĮĪŻ¼ąņč®ĘÕŻ¼ĘČė±▒¾Ż¼Ą╚.ąĪÅØŪ·░ļÅĮŌü╣▄▓Ņ£ž═ŲÅØ│╔ą╬╣ż╦ć蹊┐[J].▓─┴Ž┐ŲīWŻ¼2024Ż¼14(4):427-432.
Luo S J, Xu X F, Fan Y B, et al. Research on differential temperature push-bending forming process of titanium tube with small bending radius[J]. Material Sciences, 2024, 14(4): 427-432.
[13]ĖČ└¹ć°Ż¼╠šÜgŻ¼äóśĘśĘŻ¼Ą╚.┤¾ų▒ÅĮ▒Ī▒┌TA24Ōü║ŽĮ╣▄ųąŅlĖąæ¬╝ė¤ßÅØŪ·╣ż╦ć蹊┐[J].¤ß╝ė╣ż╣ż╦ćŻ¼2023Ż¼52(21):148-151.
Fu L G, Tao H, Liu L L, et al. Study on medium frequency induction heating bending process of large diameter thin-walled TA24 titanium alloy tube[J]. Hot Working Technology, 2023, 52(21):148-151.
[14]ÅłņoŻ¼╦╬Ą┬▄ŖŻ¼ųņÅŖŻ¼Ą╚.Ti75╣▄▓─Ė▀£žÅØŪ·│╔ą╬Ą─š²Į╗ėąŽ▐į¬─ŻöM[J].▓─┴Ž¤ß╠Ä└ĒīWł¾Ż¼2020Ż¼41(6):190-196.
Zhang J, Song D J, Zhu Q, et al. Orthogonal finite element simulation of Ti75 tube bending at high temperature[J]. Transactions of Materials and Heat Treatment, 2020, 41(6): 190-196.
[15]į¼ĘĮŻ¼═§ä┘╦{Ż¼╚~░Ņ╦╔.╗∙ė┌VBĄ─▓Ņ£ž═ŲÅØ│╔ą╬─ŻŠ▀ģóöĄ╗»įOėŗ[J].ųŪ─▄ėŗ╦ŃÖC┼cæ¬ė├Ż¼2024Ż¼14(6):158-162.
Yuan F, Wang S L, Ye B S. Parameterized design of differential temperature push bending mold based on VB[J]. Intelligent Computer and Applications, 2024, 14(6): 158-162.
[16]äó┤¾║ŻŻ¼äó┐ĄŻ¼ŚŅ┴┴Ż¼Ą╚.TC4Ōü║ŽĮ¤ß└Ł╔ņūāą╬ąą×ķ╝░▒Šśŗ─Żą═Ą─Į©┴ó[J].Š½├▄│╔ą╬╣ż│╠Ż¼2025Ż¼17(4):104-112.
Liu D H, Liu K, Yang L, et al. Hot tensile deformation behavior and constitutive model of TC4 titanium alloy[J]. Journal of Netshape Forming Engineering, 2025, 17(4): 104-112.
[17]ģ╬┐ĪÕ\Ż¼╬║∙i’wŻ¼║·ųŠ┴”.TC4Ōü║ŽĮ¤ßūāą╬ąą×ķ╝░¤ßø_ē║╣ż╦ć[J].╦▄ąį╣ż│╠īWł¾Ż¼2025Ż¼32(4):33-42.
Lyu J J, Wei P F, Hu Z L. Hot deformation behavior and hot stamping process of TC4 titanium alloy[J]. Journal of Plasticity Engineering,2025,32(4):33-42.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║▒Ī▒┌Ōü╣▄Ė▀£ž└@ÅØ─ŻŠ▀čąųŲ┼c£yįć_└Ņ╣Ō┐ĪŻ®
tagś╦║×:║Į┐š║Į╠ņ,▒Ī▒┌Ōü╣▄,Ė▀£ž└@ÅØ─ŻŠ▀,ĻPµIĮYśŗįOėŗ