



░l▓╝╚šŲ┌Ż║2026-3-9 10:02:40
¤ßĮ╗ōQŲ„ÅVĘ║æ¬ė├ė┌║Į┐š/║Į╠ņŅIė“Ż¼Ė∙ō■▓╗═¼╣żørŚl╝■Ż¼┐╔▓╔ė├Ń~ĪóõXĪó╝░▓╗õPõō▓─┴Ž▀MąąųŲįņĪŻļSų°ųąć°┤¾’wÖC╝░ą┬ą═ū„æ’wÖCĄ─čąųŲŻ¼ī”¤ßĮ╗ōQŲ„Ą─ę¬Ū¾┤¾Ę∙╠ßĖ▀Ż¼¤ßĮ╗ōQŲ„▓╗āHąĶꬊ▀ėąā×┴╝Ą─ōQ¤ßąį─▄Ż¼▀Ćæ¬ØMūŃ─═Ė»╬g─▄ÅŖĪóÅŖČ╚Ė▀Īóųž┴┐▌pĄ─╝╝ągę¬Ū¾Ż¼▀@Š═╩╣Ą├▓╔ė├é„Įy▓─┴Žęč¤oĘ©ØMūŃų„ÖCĄ─Ą─«aŲĘąĶŪ¾ĪŻČ°Ōü║ŽĮ▓─┴ŽōĒėą▒╚ÅŖČ╚Ė▀Īó─═Ė▀£žĪó─═Ė»╬gĄ╚┴╝║├ąį─▄Ż¼æ¬ė├ė┌¤ßĮ╗ōQŲ„┐╔ØMūŃų„ÖCĄ─┐┴┐╠ę¬Ū¾ĪŻ
ßśī”Ōü║ŽĮ░Õ│ß╩Į╔ó¤ßŲ„Ą─ŌF║Ė▀^│╠Ż¼ć°ā╚ęčėąĖ▀ąŻ╝░蹊┐╦∙ī”Ųõ▀Mąą┴╦╔Ņ╚ļ蹊┐Ż¼└ŅÉéĄ╚[1]ßśī”Ōü║ŽĮ░Õ│ß╩ĮĮYśŗōQ¤ßŲ„Ą─šµ┐šŌF║Ė▀^│╠ķ_š╣¤ß-╣╠±Ņ║ŽĮ©─Ż╝░Ę┬šµčąŠ┐Ż¼ĻU╩÷┴╦ŌF║Ė▀^│╠£žČ╚Š∙ä“ąį╝░ÜłėÓæ¬┴”Ą─Ęų▓╝╠žš„Ż¼Ą├│÷┴╦░Õ│ß╩ĮĮYśŗā╔é╚£žČ╚▌^Ė▀Ż¼ųą▓┐£žČ╚▌^Ą═Ż¼čėķL▒Ż£žĢrķg┐╔ėąą¦Ė─╔Ų░Õ│ßĮYśŗĄ─£žČ╚Š∙ä“ąįĪŻ±R²ł’wĄ╚░Õ│ß╩Į╔ó¤ßŲ„▀Mąą┴╦šµ┐šŌF║Ė▀^│╠£žČ╚ł÷Ą─Š∙ä“ąį蹊┐,Ą├│÷┴╦╣ż╝■£žČ╚ł÷Ą─Š∙ä“ąį╩▄╣ż╝■ĮYśŗĄ─ė░Ēæ’@ų°Ż¼░Õ│ßĮYśŗĄ─ĘÕųĄ£žČ╚╬╗ė┌░Õ│ßĮYśŗā╔é╚ĪŻ«ö╣ż╝■╩▄ĄĮ¤ß▌Ś╔õĄ─ĘĮŽ“ąį▌^▓ŅĢrŻ¼Ųõ£žČ╚Š∙ä“ąįĖ³║├Ż¼ę“┤╦ķgĖ¶Ęų▓╝Ą─╝ė¤ßĦ£žČ╚Š∙ä“ąįĖ³āׯ¼Č°╔²£ž╦┘┬╩į÷┤¾ĢrŻ¼╣ż╝■Ą─£žČ╚ł÷Š∙ä“ąįūā▓ŅĪŻų▄┘t▄ŖĄ╚[3]ßśī”Ōü║ŽĮ░Õ│ß╩ĮōQ¤ßŲ„Ą─ŌF║Ė▀^│╠▀Mąą┴╦╣ż╦ćĘ┬šµĘų╬÷Ż¼įOėŗ┴╦į┌ō§░Õ(ĘŌŚl)Ž┬ē║0.1mmĢrĄ─╣ż╦ćĘĮ░ĖŻ¼▓ó▀Mąą┴╦“×ūC╣żū„Ż¼ųŲéõ┴╦┘|┴┐┴╝║├Īó║ĖĮėŠo├▄Ą─ōQ¤ßŲ„śė╝■ĪŻńŖ╦žŠĻĄ╚ [4]Å─ŌF║ĖĘĮĘ©┼cįOéõĪóŌF║Ė╣ż╦ć╝╝ągĪóŌü║ŽĮŌF║Ė▓─┴Ž╚²éĆ║╦ą─ę“╦žĘĮ├µī”─┐Ū░ć°ā╚═ŌĄ─ŽÓĻP└Ēšōų¬ūR┼c╝╝ąg蹊┐▀Mąą┴╦ŠC║ŽĘų╬÷įu╩÷Ż¼▓óųĖ│÷┴╦─┐Ū░┤µį┌Ą─å¢Ņ}┼cąĶĮŌøQĄ─ļyŅ}ĪŻ
ļm╚╗ć°ā╚ęčėąČÓ╚╦▀Mąą┴╦Ōü║ŽĮ░Õ│ß╩ĮĄ─ŌF║ĖĄ─ŽÓĻP蹊┐╣żū„Ż¼Ą½ī”ė┌Ōü║ŽĮ¤ßĮ╗ōQŲ„ŌF║Ė▀^│╠Ą─╣ż╦ć▀^│╠╝Ü╣Øā╚╚▌蹊┐▌^╔┘ĪŻ▒Š╬─ĮY║Ž«aŲĘĄ─╔·«a▀^│╠ī”Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„Ą─ŌF║Ė╣ż╦ć▀MąąčąŠ┐ĪŻ
Ōü║ŽĮ░Õ│ß╩ĮąŠ¾wŌF║ĖŌF┴ŽČÓ▓╔ė├Ńy╗∙ŌF┴Ž╗“Ōü╗∙ŌF┴ŽŻ¼Ńy╗∙ŌF┴ŽŠ▀ėąī”─▄ę²ŲĖ»╬gĄ─┬╚ļxūė├¶ĖąĄ─╠žąį╝░Ė▀£ž╣żū„ĢrÅŖČ╚▌^Ą═Ą─╚▒³cŻ¼╣żśIæ¬ė├▌^╔┘ĪŻČ°Ōü╗∙ŌF┴ŽŠ▀ėąÅŖČ╚Ė▀Īó─═Ė»╬gąį─▄║├Ą─╠ž³cŻ¼┐╔ęį▀mæ¬Å═ļsĄ─╣żørŁhŠ│ĪŻĄ½ė╔ė┌Ōü╗∙ŌF┴Žę▒¤Æ▒╚▌^└¦ļyŻ¼Ūę┤Óąį▌^┤¾Ż¼╝ė╣żąį─▄▓ŅŻ¼ŌF┴Ž▓Ł▓─ųŲéõ└¦ļyŻ¼ļm╚╗▓╔ė├ĘŪŠ¦śO└õųŲ▓Ł╝╝ąg│╔ą═ĘŪŠ¦ŌF┴Ž,Ą½ė╔ė┌īÆČ╚āH─▄▀_ĄĮ20mm,¤oĘ©ė├ė┌¤ßĮ╗ōQŲ„┤¾├µĘeĄ─ŌF║ĖŻ¼─┐Ū░Ōü╗∙ŌF┴Ž┤¾ČÓęįĘ█ĀŅ╗“ĖÓĀŅ▀Mąą╣®æ¬Ż¼ę“┤╦▒Ššō╬─ų„ę¬╗∙ė┌ĖÓĀŅŌü╗∙ŌF┴ŽĄ─ŌF║Ė▀Mąą╣ż╦ć蹊┐ĪŻ
1Īó╣ż╦ćąįĘų╬÷
1.1ąŠ¾wĮYśŗ╝░▓─┴ŽĘų╬÷
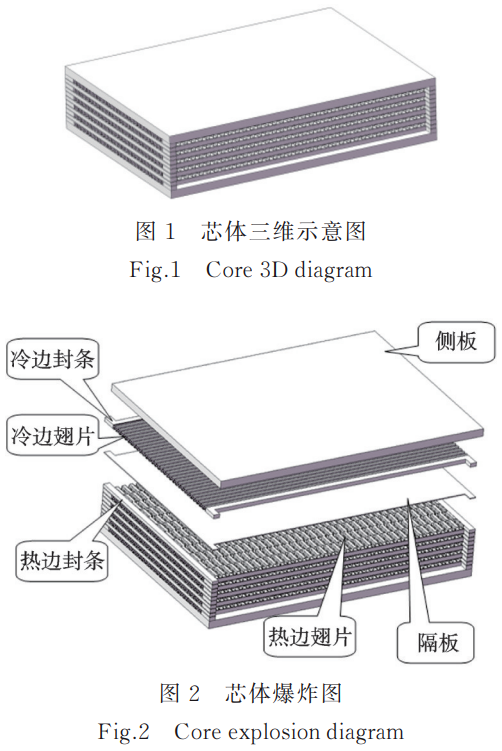
▒Š╬─╔µ╝░Ą─Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„ų„ę¬ė╔é╚░ÕĪóĖ¶░ÕĪó└õ▀ģ│ßŲ¼Īó¤ß▀ģ│ßŲ¼Īó└õ▀ģĘŌŚlĪó¤ß▀ģĘŌŚlśŗ│╔,Ųõ«aŲĘąŠ¾wĮYśŗ╚ńłD1-2╦∙╩ŠĪŻ×ķ┴╦╠ßĖ▀ōQ¤ßąį─▄╝░ĮĄĄ═«aŲĘųž┴┐,į┌─▄ē“ØMūŃ│ąē║─▄┴”ę¬Ū¾Ą─ŪķørŽ┬,Ė¶░Õ▓─┴Ž║±Č╚ę╗░Ń▀xō±0.5mm,│ßŲ¼▓─┴Ž║±Č╚ę╗░Ń×ķ0.1mmĪŻį┌▓─┴Ž▀xō±╔Ž▓╗āHę¬┐╝æ]«aŲĘ─═Ė»╬gąį─▄Ą─ę¬Ū¾,═¼Ģr▀Ćæ¬┐╝æ]┴Ń╝■╝ė╣żĄ─╣ż╦ćąį,╚ńŌkĮ│╔ą═╝░ŌF║Ėąį─▄Ą╚ĪŻTA1Ōü║ŽĮ▓─
┴ŽŠ▀ėą╦▄ąį║├Ż¼─═Ė»╬gąį─▄ā×┴╝Īóęūė┌▓╔┘ÅĄ─╠ž³cŻ¼ę“┤╦,▒Š╬─蹊┐Ą─¤ßĮ╗ōQŲ„ąŠ¾w▓─┴Ž▓╔ė├TA1Ōü║ŽĮĪŻĖ∙ō■¤ßĮ╗ōQŲ„Ą─╣żørę¬Ū¾Ż¼▒Ššō╬─蹊┐Ą─¤ßĮ╗ōQŲ„ąŠ¾wŌF║Ė┘|┴┐ę¬Ū¾╚ńŽ┬:
(a)¤ßĮ╗ōQŲ„ąŠ¾wĘŌŚl▓┐╬╗ŌF║Ė┐pæ¬ØMūŃ├▄ĘŌĄ─ę¬Ū¾;
(b)│ßŲ¼┼cĖ¶░Õ╗“é╚░ÕĄ─ŌFų°┬╩æ¬ØMūŃąŠ¾wā╔Ū╗Ą─│ąē║ę¬Ū¾Ż¼į┌ā╚Ū╗╝ėē║2MPa(▒Ēē║)ŪķørŽ┬Ż¼▓╗Ģ■│÷¼FąŠ¾wé╚░Õ╗“Ė¶░Õ╣─░³Ą─ŪķørĪŻ
1.2¤ßĮ╗ōQŲ„ŌF║Ė╣ż╦ćļy³cĘų╬÷
¤ßĮ╗ōQŲ„ąŠ¾w▓─┴Ž▓╔ė├TA1Ōü║ŽĮ,TA1ī┘ė┌╣żśI╝āŌü,Ųõ╗»īW│╔Ęų╚ń▒Ē1╦∙╩ŠĪŻ╝āŌüį┌│Ż£žŽ┬ęį├▄┼┼┴∙ĘĮŠ¦Ė±ĮYśŗ┤µį┌Ż¼ĘQų«×ķαŌüŻ¼į┌£žČ╚╔²Ė▀ĄĮ882Īµęį╔ŽĢrŻ¼▐Dūā×ķ¾wą─┴óĘĮĮYśŗŻ¼ĘQ×ķ βŌü [6]ĪŻŽÓūā║¾Ą─TA1Ųõ╦▄ąįĢ■Ž┬ĮĄŻ¼ę“┤╦ŌF║Ė£žČ╚ę╗░Ńæ¬┐žųŲį┌ŽÓūā£žČ╚ęįŽ┬ĪŻ
▒Ē1 TA1Ōü║ŽĮ╗»īW│╔Ęų [6]
Tab.1 Chemical compositions of TA1
| ┼Ų╠¢ GB | ų„ę¬│╔Ęų(┘|┴┐ĘųöĄ)/% |
| Ti Al Cr Mo Sn Mn V Fe Cu Si B Zr | |
| TAI | ėÓ--- |
Ōü║ŽĮŌF║Ė│Żė├Ą─Ōü╗∙ŌF┴Ž╚ń▒Ē2╦∙╩ŠĪŻßśī”▒Ēųą╦∙╩ŠŌF┴Ž,═§─╚Ą╚[7]▀Mąą┴╦Ōü╗∙ŌF┴ŽŌF║ĖTA2Ōü║ŽĮĄ─╣ż╦ć蹊┐,▓╔ė├37.5Ti-37.5Zr-15Cu-10Ni
▒Ē2Ōü╝░Ōü║ŽĮŌF║Ėė├Ōü╗∙ŌF┴Ž[6]
Tab.2 Ti base filler metals for brazing titanium and its alloy[6]
| ĘųŅÉ | ┼Ų╠¢ | ų„ę¬│╔Ęų | ╚█╗»£žČ╚/Īµ | ŌF║Ė£žČ╚/Īµ |
| Ti-Zr-Cu-Ni | Type 1510(MBF5002) | Ti-37.5Zr-15Cu-10Ni | 805~815 | 850~950 |
| Type 1515 | Ti-35Zr-15Cu-15Ni | 770~820 | 850~950 |
ĘŪŠ¦▓ŁÄ¦║═Ę█─®ŌF┴Žī”TA2Ōü║ŽĮ▀Mąą┴╦┤ŅĮėŌF║ĖŌF║Ėįć“ׯ¼ĮY╣¹▒Ē├„Ż¼▓╔ė├ĘŪŠ¦ŌF┴Ž─▄Ė³║├ęųųŲĮń├µ┤Óąį╗»║Ž╬’Ą─ą╬│╔ĪŻ
Ķbė┌TA1▓─┴Ž┼cTA2ąį─▄ŽÓĮ³,▒Š╬─═¼śė▀xė├37.5Ti-37.5Zr-15Cu-10Ni╝┤ Type1510ŌF┴Ž▀Mąą¤ßĮ╗ōQŲ„ąŠ¾wĄ─ŌF║ĖĪŻ
1.2.1Ōü║ŽĮĄ─ŌF║Ė╠žąį
Ōü║ŽĮī┘ė┌╗ŅąįĮī┘Ż¼▓óŠ▀ėąÅŖ┴ęĄ─╬³ÜŌāAŽ“Ż¼ę“┤╦ŌF║Ė▀^│╠▒žĒÜį┌šµ┐šŚl╝■Ž┬▀MąąĪŻŌü║ŽĮį┌╝ė¤ß▀^│╠ųą▀_ĄĮ250Īµķ_╩╝ÅŖ┴꥞╬³Üõ,400ĪµĢr╬³č§,600ĪµĢr╬³Ą¬[8]ĪŻę“┤╦ŌF║Ė▀^│╠ųą▒žĒÜī”Ātā╚ÜŌĘš▀Mąą┐žųŲĪŻŌF║Ė▀^│╠ųąŻ¼šµ┐šČ╚öĄųĄæ¬▓╗Ė▀ė┌10-4├½Ż¼═¼Ģrī”├┐éĆ╬³ÜŌ▀^│╠ę▓æ¬▀Mąą┐žųŲŻ¼£p╔┘╬³ÜŌŪķørĪŻ
į┌šµ┐šŚl╝■Ž┬,ŌüĄ─č§╗»─żį┌£žČ╚Ė▀ė┌700ĪµĢrÅŖ┴ęĄ─╚▄╚ļŌüųąą╬│╔αŌüŻ¼ę╗ĘNŌü║═觥─╣╠╚▄¾w[6],╩╣Ōü║ŽĮĮī┘ūā┤ÓĪŻę“┤╦ī”Ōü║ŽĮ║ĖŪ░▒Ē├µŪÕŽ┤┘|┴┐æ¬ć└Ė±┐žųŲĪŻ
ė╔Ōü╗∙ŌF┴Ž▒Ē┐╔ų¬,Ōü╗∙ŌF┴ŽųąCu║═Niį¬╦žĄ─║¼┴┐▌^Ė▀Ż¼▀@ā╔ĘNį¬╦žį┌ŌF║Ė▀^│╠ųą┼cŌüū„ė├ÅŖ┴ęŻ¼ŌF║ĖĢrĢ■┐ņ╦┘öU╔óĄĮ╗∙¾wĮī┘ųą┼cŌüĘ┤æ¬įņ│╔ī”╗∙¾wĄ─╚▄╬g║═ą╬│╔┤ÓąįĄ─öU╔óīėŻ¼ę“┤╦▓╗└¹ė┌▒Ī▒┌╝■Ą─ŌF║Ė[6]ĪŻ×ķ£p╔┘Cu║═Niį¬╦žī”─Ė▓─Ą─Ūų╬gū„ė├Ż¼ąĶć└Ė±┐žųŲŌF║Ė£žČ╚║═ŌF║ĖĢrķgŻ¼▓óæ¬┐žųŲŌF┴Žė├┴┐ĪŻ
1.2.2¤ßĮ╗ōQŲ„Ą─ŌF║Ė╠ž³c
┼c║åå╬Ą─┴Ń╝■ŌF║ĖŽÓ▒╚Ż¼Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„ė╔ė┌ĮYśŗįŁę“┤µį┌ųTČÓ▓╗═¼ų«╠Ä:
(a)ąŠ¾wŌF║Ė┐pöĄ┴┐▒ŖČÓŻ¼Š∙ąĶ▒ŻūCŌF║Ė┘|┴┐Ż¼ĘĮ─▄ØMūŃ«aŲĘĄ─│ąē║ę¬Ū¾ĪŻ
(b)ė╔ė┌░Õ│ß╩Į¤ßĮ╗ōQŲ„ŌF║Ė▀^│╠ųą┤µį┌├„’@Ą─ā╚═Ō£ž▓ŅŻ¼ŌF║ĖŪ·ŠĆĄ─įOų├ļyČ╚▌^┤¾Ż¼įOų├▓╗«öęūįņ│╔├ō║Ė╗“╚▄╬gĪŻ
(c)Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„▓╔ė├Ōü╗∙ĖÓĀŅŌF┴Ž▀MąąŌF║Ė,×ķŠ½╝Ü┐žųŲŌF┴Žė├┴┐,ĖÓĀŅŌF┴ŽĄ─Š∙ä“═┐Ė▓╝░║±Č╚┐žųŲę¬Ū¾▌^Ė▀ĪŻ
(d)░Õ│ß╩ĮōQ¤ßŲ„│ßŲ¼▓╔ė├0.1mm║±Ą─TA1▓Ł▓─│╔ą═Č°│╔Ż¼Ųõį┌Ė▀£žŽ┬│ąē║─▄┴”▌^Ą═Ż¼ŌF║Ė▀^│╠ųąśOęū│÷¼FąŠ¾wē║╦·¼FŽ¾ĪŻ
╗∙ė┌ęį╔ŽįŁę“Ż¼×ķ▒ŻūCŌü║ŽĮąŠ¾wĄ─ŌF║Ė┘|┴┐Ż¼
ąĶę¬ī”ęįŽ┬▀^│╠▀Mąą┐žųŲ:
(a)żĮYä®Üł┴¶╬’┐žųŲ:Ōü║ŽĮŌF║Ė╦∙ė├ĖÓĀŅŌF┴ŽųążĮY䮥─ō]░l╗“ĘŪō]░lÜłėÓ│╔Ęų▓╗æ¬įņ│╔Ōü║ŽĮ─Ė▓─╬█╚ŠŻ¼ė░ĒæŌF║Ė┘|┴┐╗“▓─┴Žąį─▄ĪŻ
(b)┴Ń╝■│▀┤ń┐žųŲ:×ķ▒ŻūCąŠ¾w┤¾┴┐Ą─ŌF║Ė┐pę╗┤╬ŌF║Ė║ŽĖ±Ż¼ąĶć└Ė±┐žųŲ┴Ń╝■Ė„▓┐╬╗Ą─ŌF║ĖķgŽČŻ¼ØMūŃŌF║ĖĄ─ę¬Ū¾ĪŻ
(c)šµ┐šČ╚┐žųŲ:ŌF║Ė▀^│╠ųąŌF║ĖŪ·ŠĆĄ─įOų├æ¬┼cŌF║ĖĀtĄ─│ķ╦┘ŽÓŲź┼õŻ¼żĮYä®ō]░l═Ļ│╔║¾┐╔╩╣šµ┐šČ╚öĄųĄ┐ņ╦┘▀_ĄĮ10^4Ū¦ęįŽ┬ĪŻ
(d)║ĖŪ░ŪÕŽ┤:║ĖŪ░ŪÕŽ┤æ¬▒ŻūC╚ź│²▒Ē├µĄ─č§╗»─żĪŻ
(e)ŌF║ĖŪ·ŠĆįOų├:ŌF║ĖŪ·ŠĆĄ─įOų├æ¬╝µŅÖŌF║Ė▀^│╠ųąšµ┐šČ╚Ą─ę¬Ū¾╝░╣ż╝■ā╚═Ō£ž▓ŅĄ─ę¬Ū¾Ż¼▒▄├Ō│÷¼F£ž▓Ņ▀^┤¾ī¦ų┬ąŠ¾wūāą╬╝░├ō║Ė╗“╚▄╬g╚▒Ž▌ĪŻ
(f)ŌF┴Ž═┐Ę¾┐žųŲ:¤ßĮ╗ōQŲ„ąŠ¾wŌF║Ė▓╔ė├Ę█ĀŅ╗“ĖÓĀŅŌF┴Ž,ŌF┴Ž║±Č╚Ą─Š∙ä“Š½╝Ü┐žųŲĘŪ│Żųžę¬,ŌF┴Ž▀^ČÓ╗“▀^╔┘Ģ■ī¦ų┬ŌF║Ė╚▄╬g╗“├ō║ĖĪŻ
(g)ŌF║Ė╣żčbįOėŗ╝░ē║Šo┴”┐žųŲ:ī”ė┌¤ßĮ╗ōQŲ„üĒšfŻ¼│ßŲ¼║±Č╚āHėą0.1mmŻ¼į┌Ė▀£žŽ┬│ßŲ¼│ąē║─▄┴”▌^╚§Ż¼╚¶ē║┴”▀^┤¾śOęūįņ│╔│ßŲ¼╩¦ĘĆąŠ¾w╦·Ž▌ĪŻ
2Īó╣ż╦ćįć“×
2.1ĖÓĀŅŌF┴ŽĄ─įć“×
2.1.1ĖÓĀŅŌF┴Ž╗“─zĄ─ō]░ląįįć“×
ĖÓĀŅŌF┴ŽżĮY䮥─│╔Ęųš╝▒╚ę╗░Ń▓╔ė├šµ┐šŚl╝■Ž┬550Īµ▒Ż£žō]░lŪ░║¾Ą─ųž┴┐▓ŅųĄ┼cĖÓĀŅŌF┴ŽĄ─░┘Ęų▒╚▀Mąąįu┼ą[9]ĪŻ×ķ┴╦┼ąöÓżĮY䮥─ō]░lŪķør,ßśī”ĖÓĀŅŌF┴ŽĄ─żĮYä®Üł┴¶ŪķørŻ¼ųŲČ©╚ńŽ┬įć“×ĘĮ░Ė:
▓╔ė├ØŹā¶▓╗õPõōĘŌŅ^ĘQ╚Īę╗Č©ųž┴┐Ą──z╗“ĖÓĀŅŌF┴Ž,▓ó▓╔ė├ØŹā¶▓╗õPõō▓ŁĖ▓╔w╚▌Ų„ķ_┐┌┤¾▓┐Ęų,į┌šµ┐šĀtųą▀MąąŠÅ┬²╝ė¤ßō]░lįć“×,╝ė¤ß▀^│╠į┌60minā╚│Ż£ž╔²£žų┴550Īµ,į┌550Īµ▒Ż£ž60min,╚╗║¾═Żų╣╝ė¤ßļSĀtĮĄ£žų┴│Ż£ž,Öz▓ķżĮYä®ō]░l╝░Üł┴¶ŪķørĪŻ
▒Š┤╬įć“×▓╔ė├3ĘNśėŲĘ▀Mąąįć“×,śėŲĘŪķør╚ń▒Ē3╦∙╩ŠĪŻ
įć“×▀MĀtŪ░║¾Ūķør╚ńłD3Īó4╦∙╩ŠĪŻ
Å─įć“×║¾Ūķør┐╔ęį┐┤│÷:
▒Ē3įć“לėŲĘŪķør
Tab.3 Test sample condition
| ą“╠¢ | śėŲĘ├¹ĘQ | éõūó |
| 1 | ╦«╗∙─zżĮYä® | ė├ė┌Ę█ĀŅŌF┴Žš{┼õĖÓĀŅŌF┴Ž |
| 2 | 320─z | ╩ął÷▓╔┘Å |
| 3 | ĖÓĀŅŌF┴Ž | š{┼õ║├Ą─Ōü╗∙ĖÓĀŅŌF┴Ž |
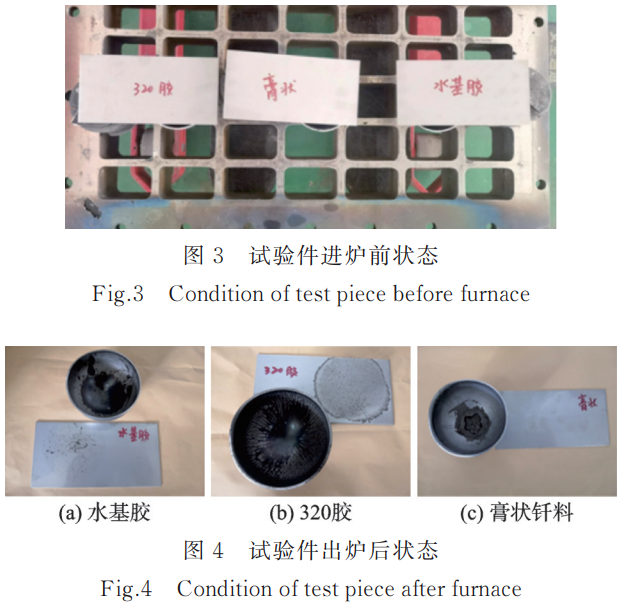
ĖÓĀŅŌF┴Ž(łD4(c)żĮYä®═Ļ╚½ō]░l,▓╗õPõō╣ż╦ćĘŌŅ^ā╚āHėąĘ█ĀŅŌF┴ŽÜł┴¶Ż¼Ūę│╩¼FĮī┘┼▌─ŁĀŅĪŻĘŌŅ^ā╚¤ożĮYä®Üł┴¶Ż¼╔w░Õ╔Ž¤o’w×R╬’ĪŻ
╦«╗∙─z(łD4(a)įć“×║¾į┌▓╗õPõō╣ż╦ćĘŌŅ^ā╚ėą▌^ČÓĄ─║┌╔½─żĀŅÜł┴¶Ż¼Ūę╔w░Õ╔Žėą║┌╔½ŚlĀŅÜł┴¶╬’Ż¼Ęų╬÷šJ×ķ─zĖ▀£žŽ┬äĪ┴ę’w×Rą╬│╔ĪŻ
320─z(łD4(b)įć“×║¾▓╗õPõō╣ż╦ćĘŌŅ^ā╚ėą║┌╔½─żĀŅÜł┴¶Ż¼Ūę╔w░Õ╔Žėą├„’@Ą─żĮYä®ō]░l║██EŻ¼ĘŌŅ^ā╚▒┌ėąę║¾wčž▒┌┴„äėĄ─║██EŻ¼šJ×ķ─zĖ▀£žŽ┬ą╬│╔┼▌ĀŅ└õģsĢrčž▒┌┴„Ž┬ĪŻ
═©▀^ęį╔ŽĘų╬÷Ż¼┐╔ęį┐┤│÷ĖÓĀŅŌF┴Žį┌550ĪµķLĢrķg▒Ż£žĢr┐╔═Ļ╚½ō]░lŪę¤oō]░l╬’Üł┴¶ĪŻ320─zį┌550ĪµĢr─zĄ─│╔Ęų┐╔▓┐Ęųō]░l,▓óėąčžĘŌŅ^ā╚▒┌┴„äėĄ─║██EĪŻ╦«╗∙─z’w×R▒╚▌^äĪ┴ęŻ¼─z▓┐Ęųō]░lŻ¼Üł┴¶▌^ČÓĪŻ▒Ššō╬─Ą─«aŲĘŌF║Ėįć“×▓╔ė├▀xČ©Ą─ĖÓĀŅŌF┴Ž▀MąąŌF║ĖĪŻ
2.1.2ĖÓĀŅŌF┴ŽŌF║Ėįć“×
×ķ┴╦“×ūCĖÓĀŅŌF┴Žī”TA1Ōü║ŽĮĄ─ŌF║Ėą¦╣¹Ż¼ąĶī”ŌF║ĖĄ─╠Ņ┐p─▄┴”▀Mąąįć“ׯ¼ć°ā╚ŽÓĻPś╦£╩ī”ŌF┴ŽĄ─╠Ņ┐p─▄┴”£yįć═Ų╦]ŁhĀŅ┴Ń╝■╠ū║ŽŌF║Ėįć“×ĘĮ░ĖĪŻļm╚╗įōįć“×┐╔ęį═¼Ģr£yįćŌF┴ŽĄ─╠Ņ┐pīÆČ╚ĪóŌF┴Ž┼c─Ė▓─Ą─║ŽĮ╗»ŪķørĄ╚ČÓĒŚöĄō■,Ą½įōįć“×┤µį┌įć“×ų▄Ų┌ķLŻ¼┴Ń╝■╝ė╣żÅ═ļsĄ╚å¢Ņ}ĪŻ×ķ┴╦Ė³ų▒ė^Ąžė^▓ņįć“×ĮY╣¹Ż¼▓╔ė├Tą═ĮėŅ^▀Mąą┴╦ŌF┴Ž╠Ņ┐pįć“×,▓ó═©▀^Ė¶░Õ═┐Ė▓ŌF┴ŽŌF║Ė▀Mąą┴╦ÅŖČ╚įć“×╝░ÅØŪ·įć“×ĪŻ
╠Ņ┐pįć“×▓╔ė├Tą═ĮėŅ^▀MąąŌF║Ė,įć“×Ūķør╚ńłD5╦∙╩ŠĪŻ
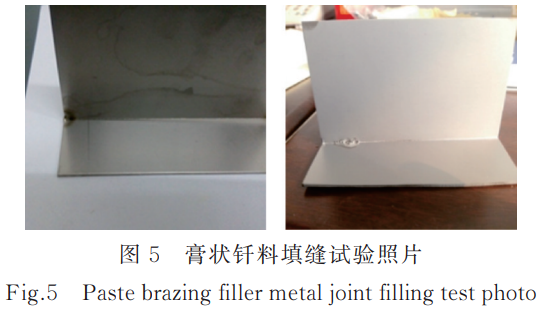
łD5×ķŌF║ĖŪ░Įø▀^Č©╬╗║ĖĄ─Tą═įćśė║═║Ė║¾Ą─╠Ņ┐pįć“×(880ĪµŌF║Ė5min),┐╔ęį┐┤ĄĮŌF┴ŽÅ─ū¾é╚ŅAų├╬╗ų├┴„äėĄĮūŅėęČ╦Ż¼Ūęš²Ę┤├µŠ∙ą╬│╔▌^║├Ą─ŌF║ĖłAĮŪŻ¼ĮėŅ^╠Ä▀BĮė▓┐╬╗│╩├„┴┴╔½ĪŻ
Ķbė┌Ōü╗∙ŌF┴Žī”─Ė▓─Š▀ėąę╗Č©Ą─Ūų╬gū„ė├,ī¦ų┬▓─┴Žąį─▄░l╔·ūā╗»,ė░Ēæ«aŲĘĄ─╦▄ąį╝░ÅŖČ╚ĪŻ═¼Ģr▓╗═¼ÅS╝ęĄ─ŌF┴Žė╔ė┌│╔Ęų┤µį┌╬ó┴┐Ą─▓Ņ«É,ŌF║Ė▀^│╠ųąī”Ė¶░ÕĄ─ąį─▄ė░Ēæę▓▓╗ŽÓ═¼,×ķ┴╦“×ūC▓╗═¼ŌF┴Žī”Ė¶░ÕĄ─ąį─▄ė░Ēæ▓╔ė├įŁ▓─┴ŽĪóĖÓĀŅŌF┴Žå╬├µ═┐Ė▓Ė¶░Õ(TA1,║±Č╚0.3mm)ĪóĘ█ĀŅŌF┴ŽżĮY䮚{┼õūįųŲĖÓĀŅŌF┴Ž▀Mąą═¼ĀtļSĀtŌF║Ė,įćśė▀MąąÅØŪ·╝░┐╣└Łįć“×ĪŻįć“×ĮY╣¹╚ń▒Ē4╦∙╩ŠĪŻ
▒Ē4 TA1░Õ▓─═┐Ė▓ŌF┴ŽŪ░║¾Ą─ÅŖČ╚╝░ÅØŪ·ĮŪČ╚
Tab.4 Strength and bending Angle of sheet metal before and after coating with filler metal
| įćśė | 0.3mm-┐╣└ŁÅŖČ╚/MPa | 0.3mm-ÅØŪ·/(°) |
| įŁ▓─┴Ž | 341.5 | 180 |
| ĖÓĀŅŌF┴Ž | 141 | 15 |
| ūį┼õĖÓĀŅŌF┴Ž | 242 | 30 |
ī”öĄō■▀MąąĘų╬÷,Ęų╬÷ĮY╣¹╚ńłD6╦∙╩ŠĪŻ
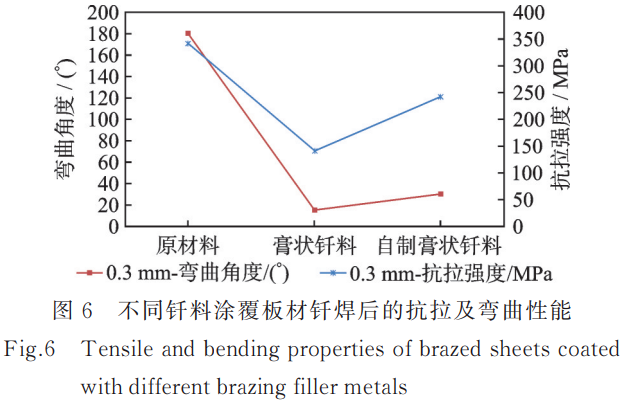
Å─įć“×öĄō■┐╔ęį┐┤│÷Ż¼TA1Ōü║ŽĮįŁ▓─┴ŽŠ▀ėą║▄║├Ą─╦▄ąįŻ¼┐╣└ŁÅŖČ╚▌^Ė▀ĪŻŌF║Ė║¾│╩¼F┤ÓöÓĄ─┌ģä▌Ż¼ūįųŲĖÓĀŅŌF┴ŽĄ──═ÅØŪ·─▄┴”╔įā×ė┌ĖÓĀŅŌF┴ŽĪŻĖ∙ō■ęį╔ŽĘų╬÷Ż¼┐╔ų¬ŌF┴Žį┌ŌF║Ė▀^│╠ųąī”─Ė▓─Ą─Ūų╬gū„ė├▒╚▌^├„’@Ż¼▓─┴Ž╦▄ąį┤¾Ę∙ĮĄĄ═ĪŻ▀@╩Ūė╔ė┌Ōü╗∙ŌF┴Žūį╔Ē╠ž³c╦∙ų┬Ż¼┐╝æ]ĄĮ╔·«a▀^│╠ųąĄ─ŌF┴Ž═┐Ė▓Ą─▒Ń└¹│╠Č╚Ż¼▒Ššō╬─«aŲĘŌF║Ė▓╔ė├ĖÓĀŅŌF┴Ž(╩ą╩█)▀MąąŌF║ĖĪŻ
2.2┴Ń╝■│▀┤ń┐žųŲ
Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„ąŠ¾wė╔é╚░ÕĪóĖ¶░ÕĪó└õ▀ģ│ßŲ¼Īó¤ß▀ģ│ßŲ¼Īó└õ▀ģĘŌŚlĪó¤ß▀ģĘŌŚlśŗ│╔Ż¼ī”├┐ę╗īė¤ß▀ģ╗“└õ▀ģŠ∙░³└©ā╔é╚Ą─ĘŌŚl╝░ųąķgĄ─│ßŲ¼Ż¼×ķ▒ŻūCŌF║Ė▀^│╠ųąĘŌŚl║═│ßŲ¼Š∙─▄┼cé╚░Õ╗“Ė¶░ÕŌF║Ėą╬│╔ā×┘|Ą─ŌF║ĖĮėŅ^Ż¼ĘŌŚl║═│ßŲ¼Ą─┴Ń╝■Ė▀Č╚æ¬░┤ę╗Č©Ą─Ė▀Č╚▓Ņ▀MąąŲź┼õĪŻ
ī”ė┌ę╗░ŃŌF║Ė╣ż╦ćŻ¼ŌF┐pķgŽČĄ─ūŅ╝čųĄį┌0.01~0.2mmų«ķgĪŻī”ė┌░Õ│ß╩Į¤ßĮ╗ōQŲ„ĮYśŗüĒšfŻ¼ŲõŌF║ĖĮėŅ^ą╬╩Įī┘ė┌ŅAų├ŌF┴ŽŌF║ĖŻ¼ŌF║ĖĮėŅ^Ą─ą╬│╔▀^│╠▓╗ąĶę¬ŌF┴ŽķLŠÓļxĄ─┴„äėŻ¼ę╗░Ń┐žųŲķgŽČį┌0.05mmū¾ėę╝┤┐╔Ż¼┐╝æ]ĄĮŌF║Ė▀^│╠ųą│ßŲ¼Ė▀Č╚Ģ■ė╔ė┌ŌF║ĖŖAŠ▀Ą─ē║┴”ėą▌p╬óŽ┬╦·Ą─ŪķørŻ¼ę“┤╦▒Ššō╬─Ą─ŌF║Ėįć“×┐žųŲ│ßŲ¼Ė▀Č╚▒╚ā╔é╚ĘŌŚlĖ▀Č╚Ė▀│÷0.01~0.05mmĪŻ
2.3║ĖŪ░ŪÕŽ┤įć“×
Ōü╝░Ōü║ŽĮ┴Ń╝■į┌ŌF║Ė▀^│╠ųąŻ¼Ųõ▒Ē├µĄ─č§╗»─żĢ■╚▄╚ļ─Ė▓─ā╚ą╬│╔╣╠╚▄¾wĮM┐ŚŻ¼ę“┤╦▒Ē├µč§╗»─żĄ─ČÓ╔┘ī”ŌF║Ė║¾Ą──Ė▓─┘|┴┐ėąę╗Č©Ą─ė░ĒæŻ¼═©│ŻŌF║ĖŪ░Š∙ąĶī”┴Ń╝■▀Mąą║ĖŪ░ŪÕŽ┤Ż¼ę╗░Ń▓╔ė├ÜõĘ·╦ß▀Mąą╦ߎ┤ [11]ĪŻ×ķ┴╦ā×╗»«aŲĘĄ─ŪÕŽ┤╣ż╦ć,▓╔ė├▓╗═¼Ą─ŪÕŽ┤ĘĮĘ©▀MąąŪÕŽ┤ĪŻ×ķ“×ūC▓╗═¼Ą─ŪÕŽ┤ĘĮĘ©ī”▒Ē├µč§╗»─żĄ─ė░ĒæŻ¼▓╔ė├▓╗═¼Ą─▒Ē├µ╠Ä└ĒĘĮĘ©ŪÕŽ┤║¾Ż¼ļSĀtŌF║ĖŻ¼▓ó£yČ©▓─┴ŽĄ─┐╣└ŁÅŖČ╚Ż¼Š▀¾wįć“×ĘĮ░Ė╚ńŽ┬:
įć“×ī”Ž¾:0.3mmĖ¶░ÕĪó0.15Ōü▓Ł,▓─┴ŽŠ∙×ķTA1Ōü║ŽĮĪŻ
įć“×ĘĮĘ©:▓╔ė├▓╗═¼Ą─ŪÕŽ┤ĘĮĘ©(│¼┬Ģ▓©ŪÕŽ┤ĪóŪÕŽ┤ä®ŪÕŽ┤ĪóÖÄ├╩╦ß╦ߎ┤ĪóHF╦ß╦ߎ┤),├┐ĘNŪÕŽ┤ĘĮĘ©▓╔ė├ā╔éĆįćŲ¼ĪŻļSĀtŌF║ĖŻ¼Öz▓ķįćŲ¼┐╣└ŁÅŖČ╚ĪŻ
įć“×ĮY╣¹╚ń▒Ē5╦∙╩ŠĪŻ
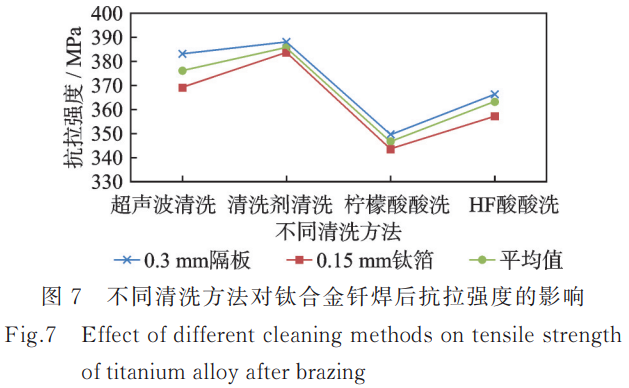
ī”öĄō■▀MąąĘų╬÷,Ęų╬÷ĮY╣¹╚ńłD7╦∙╩ŠĪŻ
Å─Ū·ŠĆūā╗»┌ģä▌┐╔ęį┐┤│÷,▓╗═¼Ą─ŪÕŽ┤ĘĮĘ©ī”ÅŖČ╚ėąę╗Č©Ą─ė░ĒæŻ¼Ųõųą:ŪÕŽ┤ä®ŪÕŽ┤ÅŖČ╚>│¼┬Ģ▓©ŪÕŽ┤ÅŖČ╚>HF╦ß╦ߎ┤ÅŖČ╚>ÖÄ├╩╦ß╦ߎ┤ÅŖČ╚ĪŻė╔ė┌į┌Ōü║ŽĮŌF║Ė▀^│╠ųąŻ¼▒Ē├µč§╗»─żĢ■╚▄╚ļ─Ė▓─ųąī¦ų┬─Ė▓─│╩¼Fę╗Č©Ą─┤ÓąįŻ¼ę▓Ģ■įņ│╔┐╣└ŁÅŖČ╚╔²Ė▀Ż¼ę“┤╦Ż¼Å─Ū·ŠĆöĄō■┐╔ęį┐┤│÷Ż¼HF╦ߎ┤║¾▒Ē├µč§╗»─żÜł┴¶▌^╔┘Ż¼ŲõųąÖÄ├╩╦ß╦ߎ┤║¾ą¦╣¹ūŅ║├ĪŻ
▒Ē5▓╗═¼ŪÕŽ┤ĘĮĘ©Ą─ÅŖČ╚
Tab.5 Strength of different cleaning methods
| įćśė | ▓╗═¼ŪÕŽ┤ĘĮĘ©Ą─ÅŖČ╚ R m /MPa | |||
| │¼┬Ģ▓© ŪÕŽ┤ | ŪÕŽ┤ä® ŪÕŽ┤ | ÖÄ├╩╦ß╦ߎ┤ | HF╦ß╦ߎ┤ | |
| 0.3mmĖ¶░Õ | 383 | 388 | 349.5 | 366 |
| 0.15mmŌü▓Ł | 369 | 383.5 | 343.5 | 357 |
| ŲĮŠ∙ųĄ | 376 | 385.75 | 346.5 | 363 |
2.4ŌF┴Ž═┐Ė▓įć“×
ī”ė┌ĖÓĀŅŌF┴ŽĄ─═┐Ė▓Ż¼│Żė├Ą─ėąćŖ═┐║═ĮzŠWėĪ╦ó╣ż╦ćĪŻį┌ć°ā╚ļŖūėąąśI┤¾┴┐▓╔ė├║ĖĖÓėĪ╦ó╣ż╦ćŻ¼äó│╔╬─Ą╚ [12]▀Mąą┴╦▒Ē├µ┘Nčb╝╝ągė├║ĖĖÓ╝░ėĪ╦ó╝╝ąg蹊┐,Ęų╬÷┴╦║ĖĖÓėĪ╦ó▀^│╠ųąė░Ēæ┘|┴┐Ą─ę“╦ž,▓óĮo│÷┴╦┐žųŲĘĮĘ©ĪŻī”ė┌ŌF┴ŽĄ─ćŖ═┐╣ż╦ćŻ¼ė╔ė┌æ¬ė├▌^╔┘Ż¼ć°ā╚ŽÓĻP蹊┐┘Y┴Ž▌^╔┘ĪŻ×ķ┴╦“×ūCā╔ĘN▓╗═¼Ą─═┐Ė▓╣ż╦ćī”ŌF┴Ž║±Č╚Ą─ė░ĒæŻ¼Ęųäe▓╔ė├ćŖ═┐╣ż╦ć╝░ĮzŠWėĪ╦óā╔ĘN╣ż╦ćĘĮĘ©▀MąąĖÓĀŅŌF┴ŽĄ─═┐Ė▓įć“ׯ¼įć“×Ūķør╚ńłD8-9╦∙╩ŠĪŻ
ćŖ═┐╣ż╦ć:▓╔ė├īŻė├Ą─ćŖ═┐įOéõīóŌF┴Ž┼c─zę║Š∙ä“ćŖ═┐ė┌┴Ń╝■▒Ē├µŻ¼ą╬│╔ŌF┴ŽīėĪŻ▓╔ė├ŌF┴ŽćŖ═┐įOéõ,─▄ē“▒ŻūC▌^║├Ą─ŌF┴Ž║═żĮYä®┼õ▒╚,Ą½į┌ćŖ═┐▀^│╠ųąĢ■▓╔ė├╚╦╣ż▓┘ū„Ż¼║±Č╚Š∙ä“ąįļyęį▒ŻūCŻ¼═¼Ģr░Õ▓─▀ģŠē▓┐╬╗ćŖ═┐įņ│╔ŌF┴ŽĄ─┤¾┴┐└╦┘MŪę▓╗─▄╗ž╩š└¹ė├ĪŻ
ĮzŠWėĪ╦ó╣ż╦ć:▓╔ė├ĮzŠWėĪ╦óÖCīóĖÓĀŅŌF┴Ž═Ė▀^ĮzŠW═┐ė┌Ė¶░Õ▒Ē├µĪŻĮzŠWėĪ╦ó▀^│╠┐╔ęį═©▀^š{╣Øē║┴”╝░Ė³ōQĮzŠWėąą¦š{╣Ø═┐Ė▓ŌF┴Ž║±Č╚Ż¼▓ó┐╔┐žųŲ═┐Ė▓║±Č╚Š∙ä“ę╗ų┬Ż¼ŌF┴Ž└╦┘MĮĄĄ═ĄĮūŅąĪĪŻ
╗∙ė┌ęį╔Žī”▒╚,▒Ššō╬─▀xė├ĮzŠWėĪ╦ó╣ż╦ć▀MąąĖ¶░Õ▒Ē├µĄ─ŌF┴Ž═┐Ė▓ĪŻ═©▀^ī”ĮzŠWėĪ╦ó║¾Ė¶░Õ▀MąąļSĀtŌF║Ė║¾ĘQųžėŗ╦Ń,ŲõŌF┴ŽĖĮ╝ė║±Č╚╝s 0.03mmū¾ėęĪŻ╗∙▒Š┼cå╬īėĘŪŠ¦ŌF┴Ž║±Č╚ŽÓ«öŻ¼┐╔ØMūŃŌF║ĖąĶę¬ĪŻ
2.5ŌF║ĖŪ·ŠĆįOų├┼cšµ┐šČ╚┐žųŲ
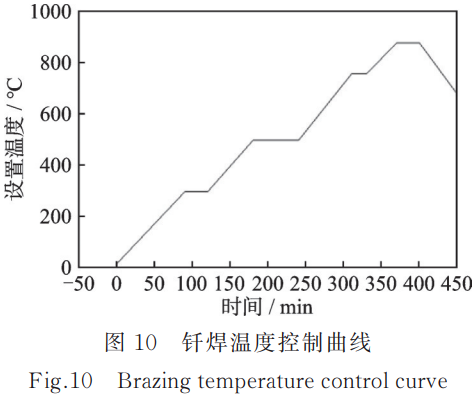
ć°ā╚ī”Ōü║ŽĮĄ─ŌF║Ė蹊┐▌^ČÓ,╠KįŲ║ŻĄ╚ [13]▓╔ė├Ńy╗∙ŌF┴Ž▀Mąą┴╦Ōü║ŽĮ░Õ│ß╩ĮōQ¤ßŲ„Ą─ųŲįņ蹊┐,▓╔ė├ŃyõXÕiŌF┴Žį┌ŌF║Ė£žČ╚860Īµ▒Ż£ž40 min═Ļ│╔┴╦ TC9Ōü║ŽĮ░Õ│ß╩ĮōQ¤ßŲ„Ą─ŌF║ĖĪŻ▒Š╬─蹊┐Ą─¤ßĮ╗ōQŲ„▓╔ė├ĖÓĀŅŌF┴Ž,ĖÓĀŅŌF┴ŽĄ─ō]░lĢ■ć└ųžė░ĒæŌF║ĖĀtĄ─šµ┐šČ╚Ż¼╔§ų┴Ģ■ė╔ė┌▀^┴┐ō]░lī¦ų┬öU╔ó▒├ĻP▒├,ė░Ēæ│ķ┐šŽĄĮyš²│Ż╣żū„,ę“┤╦ŌF║Ė╣ż╦ćŪ·ŠĆĄ─įOų├æ¬┐╝æ]æ¬ĖÓĀŅŌF┴ŽĄ─ō]░l▀^│╠ĪŻį┌żĮY䮥─ō]░lČ╬ę╗░ŃĢ■ų├ķLĢr▒Ż£žČ╬,┤²żĮYä®ō]░l═Ļ║¾,į┘└^└m╔²£žĪŻ═¼ĢrĮY║ŽTypel510ŌF┴ŽĄ─═Ų╦]ŌF║Ė£žČ╚ĘČć·╝░TA1▓─┴ŽĄ─ŽÓūā£žČ╚,│§▓ĮįOų├ŌF║ĖŪ·ŠĆ╚ńłD10╦∙╩ŠĪŻ
▓╔ė├ęį╔ŽģóöĄ▀Mąą┴╦įć“×╝■Ą─ŌF║ĖŻ¼ŌF║Ė║¾įć“×╝■Ūķør╚ńłD11╦∙╩ŠĪŻ
Å─įć“×╝■ššŲ¼┐╔ęį┐┤│÷,ŌF║Ė┐płAĮŪ┴╝║├,│ßŲ¼ėą▌p╬óĄ─ē║╦·ūāą╬ŪķørĪŻ═©▀^▓ķ┐┤ŌF║Ė▀^│╠öĄō■ėøõø,į┌żĮYä®ō]░l║¾Ą─šµ┐šČ╚╠Äė┌1×10−4∼5×10−5ž▒ĘČć·ā╚ĪŻšf├„ŌF║ĖģóöĄįOų├┐╔ęįė├ė┌įōąŠ¾wĄ─ŌF║ĖĪŻ
2.6ŌF║Ė╣żčbĄ─įOėŗ╝░ē║Šo┴”┐žųŲ
Ōü║ŽĮ¤ßĮ╗ōQŲ„ŌF║Ė▀^│╠ųąė╔ė┌żĮY䮥─ō]░l,ąŠ¾wĖ▀Č╚Ģ■░l╔·├„’@ūā╗»,ī¦ų┬▓╔ė├└ŁŚUē║ŠoĘĮ╩Į¤oĘ©ØMūŃŌF║Ė£žČ╚Ž┬ąŠ¾wĄ─ē║Šo,żĮYä®ō]░l║¾Ą─ē║Šo┴”ų„ę¬üĒūįė┌ŌF║ĖŖAŠ▀╔ŽŖAŠ▀░ÕĄ─ųž┴┐╝░ŲõŅ~═Ōį÷╝ėĄ─┼õųžĪŻÅ─╔Ž╣Øā╚╚▌┐╔ęį┐┤│÷Ż¼ąŠ¾wŌF║Ėęū│÷¼FąŠ¾w│ßŲ¼╩¦ĘĆÅØŪ·Ą─Ūķør,ę“┤╦ī”ŖAŠ▀ųž┴┐╝░┼õųž▀Mąą┐žųŲĘŪ│Żųžę¬ĪŻ
ī”ė┌ŌF║Ė╣żčbī”ŌF║Ė╣ż╝■Ą─┘|┴┐ė░ĒæŻ¼ĻÉīWė└Ą╚ [14]▀Mąą┴╦õX║ŽĮę║└õÖCŽõšµ┐šŌF║Ė╣ż╦ć╝░ūāą╬┐žųŲ蹊┐,Ą├│÷┴╦▓╔ė├äéąįē║Šo╣żčb║ĖĮėūāą╬┴┐├„’@Ė▀ė┌ÅŚąį╣żčbĪŻĄ½ė╔ė┌Ōü║ŽĮĄ─ŌF║Ė£žČ╚▀hĖ▀ė┌õX║ŽĮ,▓╗▒Ń▓╔ė├ÅŚąįē║ŠoĘĮ╩Į,Č°ī”ė┌Ōü║ŽĮŌF║ĖĄ─ŖAŠ▀ųž┴┐╝░ē║Šo┴”ĘĮ├µ¤ošō蹊┐╦∙╗“Ė▀ąŻŠ∙蹊┐ā╚╚▌▌^╔┘ĪŻį┌Ōü║ŽĮöU╔ó║Ė╣ż╦ć蹊┐ĘĮ├µŻ¼ėąčąŠ┐ĮY╣¹ųĖ│÷,ī”ė┌TA12╝░TA15Ōü║ŽĮ▓╔ė├940Īµ,5 MPaĄ─öU╔ó║Ėē║┴”Ż¼öU╔ó║Ėą¦╣¹▌^║├ [15]ĪŻ
ī”ė┌▓╔ė├TA1▓─┴ŽĄ─Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„Ż¼ė╔ė┌ŌF║Ė£žČ╚į┌900ĪµęįŽ┬Ż¼Ūę▓╔ė├ŌF┴Ž║ĖĮėŻ¼ē║┴”ģóöĄ┐╔ęįąĪė┌öU╔ó║ĖĄ─ē║┴”Ż¼▒Š╬─ŌF║Ė▀^│╠▓╔ė├3MPaē║┴”▀Mąą┼õųžėŗ╦Ń(░┤ššĘŌŚlĮ╗▓µ▓┐╬╗Ą─├µĘe▀Mąąėŗ╦Ń)ĪŻ
3Īó«aŲĘŌF║Ėįć“×
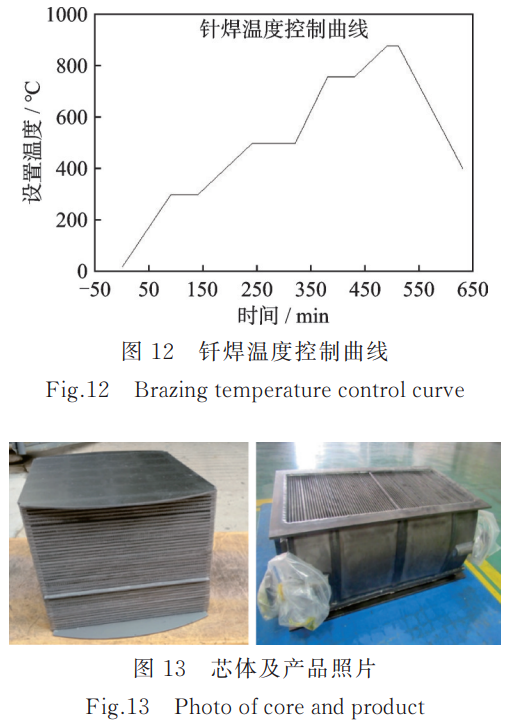
Ė∙ō■ęį╔ŽčąŠ┐│╔╣¹,▓╔ė├š²ęÄ«aŲĘĮM╝■▀MąąŌF║Ė,┐╝æ]ĄĮ«aŲĘąŠ¾w│▀┤ń┤¾ė┌įć“×╝■│▀┤ń,ī”ŌF║ĖģóöĄ▀Mąą┴╦ā×╗»š{š¹,ŌF║ĖŖAŠ▀┼õųž▓╔ė├3MPa▀Mąą║╦╦Ń,Š▀¾wŌF║ĖŪ·ŠĆ╚ńłD12╦∙╩ŠĪŻ
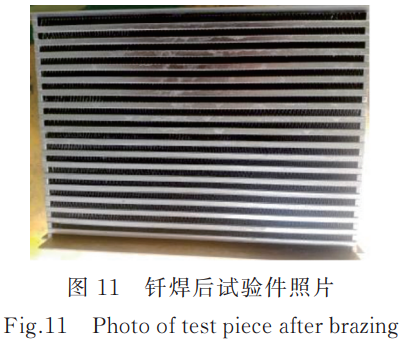
ŌF║Ė║¾Ą─ąŠ¾wššŲ¼╝░«aŲĘššŲ¼╚ńłD13╦∙╩ŠĪŻ
ī”«aŲĘŌF║Ė┐p═Ōė^Öz▓ķŻ¼╬┤░l¼F├ō║Ė╝░╚▄╬g¼FŽ¾Ż¼ŌF┐p’¢ØMĪŻ«aŲĘĮø2MPa(▒Ēē║)ÜŌ├▄įć“ׯ¼╬┤░l¼Fą╣┬®¼FŽ¾ĪŻ
4ĪóĮYšō
(1)Type1510Ōü╗∙ŌF┴Ž┐╔ė├ė┌TA1Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„Ą─šµ┐šŌF║ĖŻ¼ŌF║Ė£žČ╚880Īµ,ŌF║ĖĢrķg10~20min,Ė∙ō■ŌF║ĖąŠ¾wĄ─┤¾ąĪ▀Mąą▀xō±ĪŻ═¼ĢrŻ¼▓╔ė├Ōü╗∙ŌF┴ŽŌF║Ė¤ßĮ╗ōQŲ„ĢrŻ¼ė╔ė┌Ōü╗∙ŌF┴ŽĄ─Ūų╬gū„ė├Ģ■ī¦ų┬─Ė▓─┤Ó╗»ĪŻ
(2)Ōü║ŽĮąŠ¾w┴Ń╝■║ĖŪ░╦ߎ┤┐╔▓╔ė├ÖÄ├╩╦ß╗“ÜõĘ·╦ß▀Mąą╦ߎ┤Ż¼╚ź│²┴Ń╝■▒Ē├µč§╗»─żĪŻ
(3)ī”ė┌Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„Ż¼▓╔ė├ĮzŠWėĪ╦óĘĮ╩Į┐╔Š½╝Ü┐žųŲŌF┴Ž═┐Ė▓┴┐,═┐Ė▓Ą─ŌF┴ŽĮī┘║±Č╚Į©ūh┐žųŲį┌0.03mmū¾ėę;Ōü╗∙ĖÓĀŅŌF┴Ž╩╣ė├Ū░æ¬▀MąążĮYä®ō]░lįć“×ęį┤_Č©ŲõÜł┴¶ŪķørĪŻį┌Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„│ßŲ¼║═ĘŌŚlĄ─Ė▀Č╚▓Ņ┐žųŲį┌0.01~0.05mmĘČć·Ą─ŪķørŽ┬,ŌF║Ė┘|┴┐┴╝║├ĪŻ
(4)ŌF║Ė£žČ╚Ū·ŠĆįOų├æ¬┐╝æ]ąŠ¾wĄ─┤¾ąĪ╝░żĮYä®ō]░lī¦ų┬Ą─šµ┐šČ╚Ž┬ĮĄŻ¼į┌żĮYä®ō]░lČ╬ķLĢrķg▒Ż£žėąų·ė┌ŌF║Ė▀^│╠ųąĀtā╚ÜŌĘšĄ─┐žųŲĪŻ┐žųŲŌF║Ė▀^│╠ųą(550Īµęį╔Ž)šµ┐šČ╚ē║ÅŖöĄųĄ┐žųŲį┌10-4ž▒ęįŽ┬Ż¼┐╔½@Ą├┴╝║├Ą─ŌF║ĖĮėŅ^ĪŻ
(5)ŌF║ĖŖAŠ▀Ą─įOėŗæ¬┐╝æ]żĮYä®ō]░lī¦ų┬ąŠ¾wĖ▀Č╚├„’@Ž┬ĮĄĄ─ŪķørŻ¼į┌▓╔ė├3MPaē║┴”įOėŗŖAŠ▀╝░┼õųžĢrŻ¼ąŠ¾wŌF║Ė▀^│╠▓╗Ģ■│÷¼F├„’@Ą─Ž┬╦·ūāą╬ŪķørĪŻ
ģó┐╝╬─½I:
[1]└ŅÉéŻ¼═§Į©ĘÕŻ¼±R²ł’wŻ¼Ą╚.▒Ż£žĢrķgī”Ōü║ŽĮ░Õ│ß╩ĮōQ¤ßŲ„šµ┐šŌF║Ė▀^│╠£žČ╚ł÷╝░ÜłėÓæ¬┴”Ą─ė░Ēæ[J].║ĖĮėīWł¾Ż¼2024,45(2):33-40.
[2]±R²ł’wŻ¼═§Į©ĘÕŻ¼└ŅÉéŻ¼Ą╚.Ōü║ŽĮ░Õ│ß╩ĮĮYśŗšµ┐šŌF║Ė▀^│╠£žČ╚ł÷Š∙ä“ąį蹊┐[J].ųąć°ėą╔½Įī┘īWł¾Ż¼2023,33(12):4070-4079.
[3]ų▄┘t▄ŖŻ¼ĻÉą±Ż¼Įš\Ż¼Ą╚.Ōü║ŽĮ░Õ│ß╩Į╔ó¤ßŲ„ŌF║Ė╣ż╦ćĘ┬šµĘų╬÷[J].¼F┤·Į╗═©┼cę▒Į▓─┴ŽŻ¼2024,4(4):75-79.
[4]ńŖ╦žŠĻŻ¼äó┼╩Ż¼ŪžĮ©Ż¼Ą╚.Ōü║ŽĮ░Õ│ß╩Į╔ó¤ßŲ„ŌF║ĖĄ─蹊┐▀Mš╣[J].ļŖ║ĖÖCŻ¼2022,52(6):1-9.
[5]ÅłŪ’ŲĮŻ¼Åłė└ē█.Ōü║ŽĮė├ŌF║Ė▓─┴ŽĄ─╣ż╦ć░lš╣¼FĀŅ[J].’w║Įī¦ÅŚŻ¼2005(7):56-64.
[6]Åłåó▀\Ż¼Ūf°Öē█.ŌF║Ė╩ųāį[M].3░µŻ¼▒▒Š®:ÖCąĄ╣żśI│÷░µ╔ń.
[7]═§─╚Ż¼äó╚½├„Ż¼ąż┐ĪĘÕŻ¼Ą╚.TiZrCuNiŌF┴ŽŌF║ĖTA2ŌüĮėŅ^Ą─ĮM┐Ś┼cąį─▄[J].¤ß╝ė╣ż╣ż╦ćŻ¼2022Ż¼51(23):136-139.
[8]Óu▄į╔Å.TC1║═TC3Ōü║ŽĮĄ─║ĖĮėąį蹊┐[J].║Į┐š▓─┴ŽŻ¼1986Ż¼6(1):16-20.
[9] American Welding Society. Specification for fillers met-als for brazing and braze welding: AWS A5.8M/A5.8:2019[S].2019.
[10]ųą╚A╚╦├±╣▓║═ć°ć°╝ę┘|┴┐▒OČĮÖz“×Özę▀┐éŠų,ųąć°ć°╝ęś╦£╩╗»╣▄└Ē╬»åTĢ■.ŌF┴ŽØÖرąįįć“×ĘĮĘ©:GB/T 11364-2008[S].ųąć°ś╦£╩│÷░µ╔ń,2008.
[11]ć°╝ęć°Ę└┐Ų╝╝╣żśIŠų.Ōü╝░Ōü║ŽĮŌF║Ė╣ż╦ć╝░┘|┴┐Öz“×:HB/Z20021-2014[S].2015.
[12]äó│╔╬─Ż¼╦╬š±ėŅ.▒Ē├µ┘Nčb╝╝ągė├║ĖĖÓ╝░ėĪ╦ó╝╝ąg[J].ļŖūė╣ż╦ć╝╝ągŻ¼2003,24(4):147-151.
[13]╠KįŲ║Ż.Ōü║ŽĮ░Õ│ß╩ĮōQ¤ßŲ„Ą─ųŲįņ[J].¤ß─▄äė┴”╣ż│╠,1990,5(2):16-19.
[14]ĻÉīWė└Ż¼±R┴”Ż¼³Sä┘└¹.õX║ŽĮę║└õÖCŽõšµ┐šŌF║Ė╣ż╦ć╝░ūāą╬┐žųŲ蹊┐[J].║Į┐šŠ½├▄ųŲįņ╝╝ągŻ¼2019Ż¼55(3):49-52.
[15]³S┴┴.Ė▀£žŌü║ŽĮöU╔ó║ĖĮń├µ╚▒ŪĘĄ─ą╬│╔╝░ī”┴”īWąį─▄Ą─ė░Ēæ[D].╣■Ā¢×I:╣■Ā¢×I╣żśI┤¾īWŻ¼2015.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║Ōü║ŽĮ░Õ│ß╩Į¤ßĮ╗ōQŲ„ŌF║Ė╣ż╦ć蹊┐Ż®
tagś╦║×:TA1Ōü║ŽĮ,šµ┐šŌF║Ė,║Į┐š║Į╠ņ¤ßĮ╗ōQŲ„