



░l▓╝╚šŲ┌Ż║2026-3-14 16:27:06
ę²čį
Ōü║ŽĮ┐╔═©▀^¤ß▄łūāą╬Ė─╔ŲŲõ┤ųŠ¦ĮM┐ŚĪŻ▄łųŲ▀^│╠ųąŻ¼║ŽĮų„ę¬ĮøÜvęį╗žÅ═Īóą╬║╦╝░Š¦┴ŻķL┤¾×ķų„ī¦Ą─äėæBį┘ĮYŠ¦Ż¼║═ęį╬╗Õe╗¼ęŲ×ķ║╦ą─Ą─╦▄ąįūāą╬Ż¼Å─Č°’@ų°Ė─ūāŲõ╬óė^ĮM┐Ś┼c┴”īWąį─▄ĪŻ¤ß╦▄ąįūāą╬▀^│╠═©│Ż░ķļSäėæBį┘ĮYŠ¦Ą─░l╔·Ż¼įō▀^│╠×ķ½@Ą├╝ÜŠ¦─╦ų┴│¼╝ÜŠ¦ĮM┐ŚĄ─ėąą¦═ŠÅĮĪŻ╚╗Č°Ė∙ō■ūāą╬ģóöĄĄ─▓Ņ«ÉŻ¼äėæBį┘ĮYŠ¦į┌ĮM┐Śč▌ūāųą│╩¼F│÷▓╗═¼╠žš„Ż¼ų„ę¬Ęų×ķ▀B└mäėæBį┘ĮYŠ¦Īó▓╗▀B└mäėæBį┘ĮYŠ¦╝░Äū║╬äėæBį┘ĮYŠ¦╚²ŅÉĪŻĮī┘╗“║ŽĮĄ─Ė▀£žūāą╬ąą×ķ╩▄æ¬ūā╦┘┬╩Īóūāą╬£žČ╚╝░æ¬ūā┴┐Ą╚ģóöĄų„ī¦Ż¼▀@ą®ģóöĄ═¼Ģrš{┐žų°ūāą╬ÖCųŲĄ─▐Dūā[1-2]ĪŻ
▄łųŲ╦┘Č╚╩Ū░¶▓─¤ß▀B▄ł│╔ą╬▀^│╠ųąĄ─ĻPµI╣ż╦ćģóöĄŻ¼ų▒ĮėøQČ©░¶▓─Ą─┴”īW╠žš„╝░£ž╔²ŪķørĪŻ¼Fėą╬─½Iī”õōĶFĪóŃ~║ŽĮĪóõX║ŽĮĪóµV║ŽĮĪóŃ~/õXÅ═║Ž▓─┴ŽĄ╚▓─┴ŽĄ─▄łųŲ╦┘Č╚┼cūāą╬ąą×ķęčėą▌^│õĘų蹊┐[3-6]Ż¼╚╗Č°ßśī”Ōü║ŽĮ░¶▓─į┌Ė▀╦┘▀B└m▄łųŲ▀^│╠ųąĄ─ūāą╬ąą×ķŻ¼╠žäe╩Ū▄łųŲ╦┘Č╚ī”╬óė^ĮM┐Śč▌ūā╝░┴”īWąį─▄ė░ĒæęÄ┬╔Ą─ŽÓĻP蹊┐╚į▌^×ķģTĘ”Ż¼ī¦ų┬ųŲČ©▄łųŲ╣ż╦ćģóöĄĢr╚▒Ę”┐╔┐┐Ą─└Ēšōģó┐╝ę└ō■ĪŻ
▒Š╬─╗∙ė┌¤ß▀B▄ł╔·«aŠĆ,═©▀^Š½┤_š{┐žūāą╬ģóöĄ,ŽĄĮyĄžčąŠ┐į┌║ŃČ©▄łųŲ£žČ╚╝░ūāą╬┴┐Śl╝■Ž┬,▀B▄ł╦┘Č╚ī”TC4Ōü║ŽĮ░¶▓─ĮM┐Ś┼c┴”īWąį─▄Ą─ė░ĒæęÄ┬╔ĪŻ
1Īóįć“×
1.1įć“×▓─┴Ž
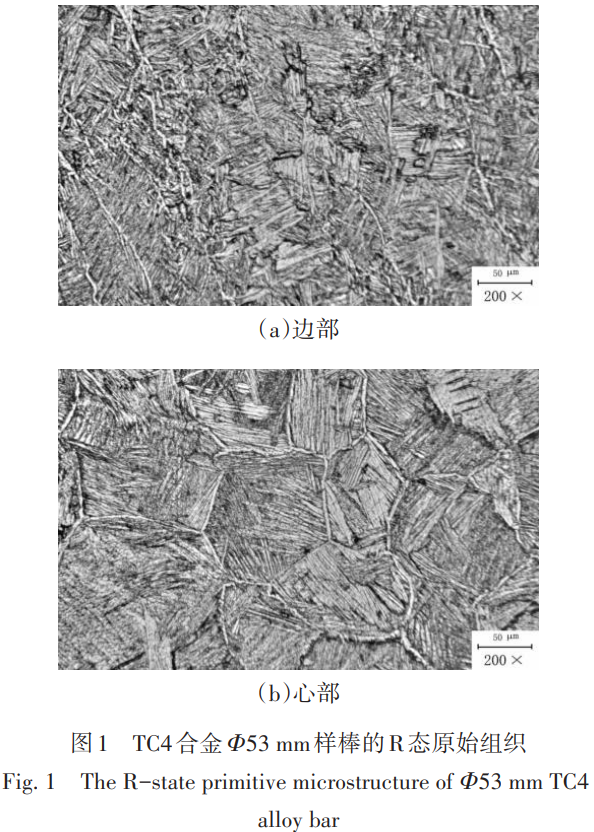
įŁ▓─┴Ž▀xė├TC4║ŽĮΦ150mmÕæįņ░¶┼„,Įø¤ß▀B▄ł┤ų▄łÖCĮMė┌ βå╬ŽÓģ^▄łųŲ│╔ Φ53mmįćśė░¶▓─ĪŻįō░¶▓─ą─▓┐│╩¼FŲ¼īėĀŅ╬║╩ŽĮM┐Ś,įŁ╩╝ βŠ¦┴Żā╚▓┐┤µį┌▓╗═¼╚ĪŽ“Ą─α╝»╩°;▀ģ▓┐ät×ķ▓┐ĘųŲŲ╦ķĄ─╝ÜŲ¼īėĀŅĮM┐Ś,Ųõ╠žš„×ķ┤µį┌┤¾┴┐öÓ└mĘų▓╝Ą─Š¦ĮńaŽÓĪŻ▓─┴Ž╗»īW│╔ĘųįöęŖ▒Ē1Ż¼’@╬óĮM┐Śą╬├▓╚ńłD1╦∙╩ŠĪŻ
▒Ē1 TC4Ōü║ŽĮśė░¶Ą─╗»īW│╔Ęų
Tab.1 The chemical composition of TC4 alloy bars
| ┼Ų╠¢ | ŽÓūā³c/Īµ | ╗»īW│╔Ęų | /% | |||||||||
| Ti | Al | V | Fe | C | N | H | O | Y | å╬ę╗ | ┐é║Ž | ||
| TC4 | 988 | ėÓ┴┐ | 6.3 | 4.1 | 0.04 | 0.01 | 0.01 | - | 0.18 | <0.005 | <0.1 | 0.3 |
| 6.4 | 4.1 | 0.04 | 0.01 | 0.02 | 0.18 |
1.2įć“×ĘĮĘ©
īó│§╩╝│▀┤ń×ķΦ53mmĄ─TC4║ŽĮĶT┼„╝ė¤ßų┴Ųõβ/α+β▐Dūā£žČ╚ęįŽ┬30~50Īµ,į┌¤ß▀B▄ł╔·«aŠĆ╔ŽįOČ©┐éūāą╬┴┐×ķ95%Ż¼Įø12Ą└┤╬▀B└m▄łųŲų┴Φ12mm░¶▓─ĪŻįOČ©▀B▄ł╦┘Č╚Ęųäe×ķ3Īó4Īó5Īó6Īó7╝░8m/sŻ¼ī”Ė„╦┘Č╚ģóöĄŽ┬ųŲéõĄ─░¶▓─▀Mąą╚ĪśėŻ¼▀MąąĮŽÓĮM┐ŚĘų╬÷┼c┴”īWąį─▄£yįćĪŻ
2ĪóĮY╣¹┼cĘų╬÷
2.1▀B▄ł╦┘Č╚ī”ĮM┐Śą╬æBĄ─ė░Ēæ
łD2╦∙╩Š×ķ┐éūāą╬┴┐įOČ©×ķ95%Ż¼▀B▄ł╦┘Č╚Ęųäe×ķ3Īó4Īó5Īó6Īó7Īó8m/sĢr▄łųŲĄ─TC4Ōü║ŽĮΦ12mm░¶▓─Ą─ÖMĮž├µą─▓┐Ė▀▒ČĮM┐ŚĪŻ
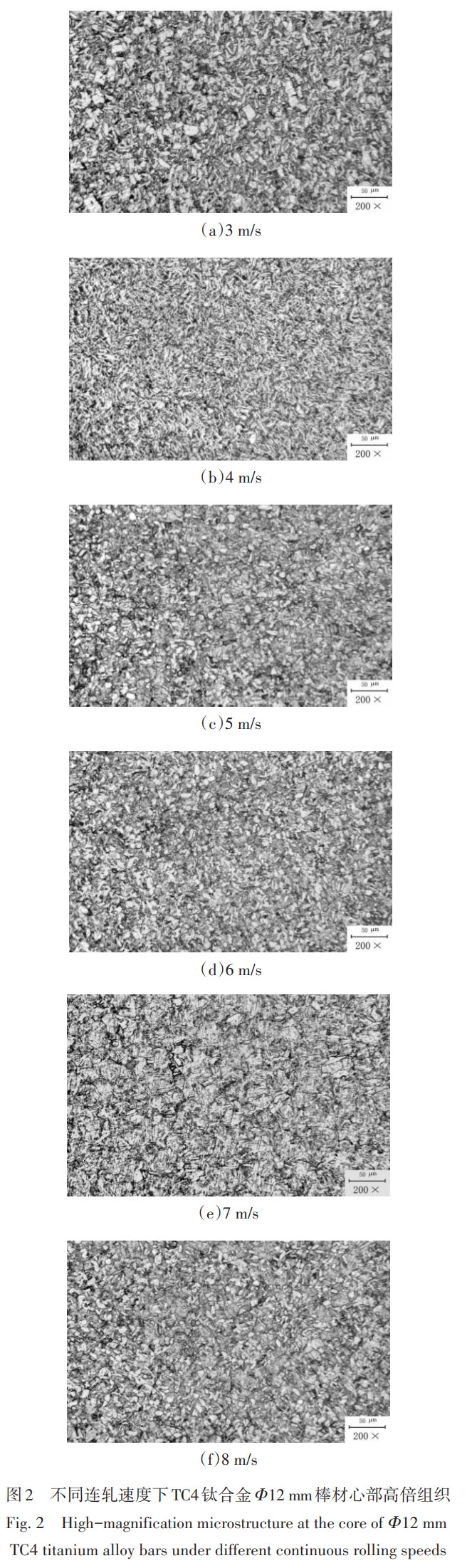
Ė∙ō■łD2╦∙╩ŠĮY╣¹Ż¼«ö▀B▄ł╦┘Č╚×ķ3m/sĢrŻ¼Φ53 mmśė░¶Ą─╬║╩ŽĮM┐ŚĮø95%Ą─▀B└mūāą╬Ż¼įŁ╩╝βŠ¦Įńęč│õĘųŲŲ╦ķ▓ó╝Ü╗»Ż¼ĮM┐Ś│╩¼F×ķ│§╔·α+βŽÓśŗ│╔Ą─ā╔ŽÓģ^ĮM┐ŚĪŻ┤╦Ģr│§╔·αŽÓ║¼┴┐│¼▀^90%Ż¼│╩╝ÜŚlĀŅŠ∙ä“Ęų▓╝ĪŻļSų°▀B▄ł╦┘Č╚╠ßĖ▀Ż¼ą╬ūā£ž╔²ī¦ų┬│§╔·αŽÓ║¼┴┐’@ų°ĮĄĄ═Ż¼Ųõą╬æBė╔╝ÜŚlĀŅųØu▐Dūā×ķĄ╚▌SĀŅŪꊦ┴Ż├„’@╝Ü╗»ĪŻ«ö▀B▄ł╦┘Č╚į÷ų┴5m/sĢrŻ¼│§╔·αŽÓ═Ļ╚½▐Dūā×ķ╝ÜąĪĄ╚▌SĀŅŻ¼│╩Š∙ä“Åø╔óĘų▓╝Ż¼Ųõ┘|┴┐ĘųöĄŠS│ųį┌75%~80%ģ^ķgĪŻ└^└m╠ß╔²▀B▄ł╦┘Č╚ų┴7m/sĢrŻ¼ą╬ūā£ž╔²ą¦æ¬╩╣│§╔·αŽÓ║¼┴┐╝▒äĪŽ┬ĮĄų┴╝s20%Ż¼Šų▓┐ģ^ė“│╩¼FŽÓūā┌ģä▌;«ö╦┘Č╚▀Mę╗▓Įį÷ų┴8m/sĢrŻ¼│§╔·αŽÓ═Ļ╚½Ž¹╩¦▓ó│÷¼FβŠ¦ĮńŻ¼▒Ē├„▓─┴Ž░l╔·ŽÓūāĪŻ
ė╔ė┌▄łųŲ▀^│╠▓╔ė├ÖEłA-łA┐ūą═ŽĄĮy,▄ł╝■į┌Ė„Ą└┤╬ūāą╬ųąūŅ┤¾ūāą╬│╠Č╚┼cŲĮŠ∙ūāą╬│╠Č╚┤µį┌’@ų°▓Ņ«ÉĪŻ▄ł╝■┼c▄ł▌üĮėė|ģ^ė“ę“─”▓┴ę“öĄ▌^Ė▀Ż¼ŪęļS▄łųŲūāą╬╦┘Č╚į÷╝ėŻ¼Ųõ▒Ē├µÖMŽ“ūāą╬╩▄ĄĮ┐ūą═─”▓┴┴”Ą─ÅŖ┴ę╝s╩°Č°’@ų°╩▄Ž▐Ż¼ī¦ų┬▒ĒīėĮī┘ÖMŽ“┴„äė╩▄ūĶ▓óŽ“ą─▓┐ģ^ė“é„▀fē║┴”Ż¼ų┬╩╣ą─▓┐Įī┘░l╔·äĪ┴ę┐vŽ“ūāą╬Ż¼▀MČ°įņ│╔ųąą─ģ^ė“ūāą╬¤ß’@ų°╔²Ė▀[7-8]ĪŻ╚╗Č°Ż¼Ōü║ŽĮ╣╠ėąĄ─Ą═¤ßī¦┬╩ūĶĄK┴╦ą─▓┐ūāą╬¤ßŽ“▒ĒīėĄ─ėąą¦é„ī¦Ż¼ų┬╩╣¤ß┴┐į┌ąŠ▓┐│ų└mĘeŠ█ĪŻ«ö└█Ęe£žČ╚│¼▀^α/βŽÓūā┼RĮń³cĢrŻ¼īóšT░lŽÓūā▓óą╬│╔βŽÓŠ¦┴ŻĪŻ
2.2▀B▄ł╦┘Č╚ī”┴”īWąį─▄Ą─ė░Ēæ
▒Ē2×ķ▓╔ė├▓╗═¼▀B▄ł╣ż╦ćģóöĄųŲéõĄ─TC4Ōü║ŽĮΦ12 mm░¶▓─,Įø750Īµ▒Ż£ž60 min▓ó┐š└õ╠Ä└Ē║¾╦∙£yĄ├Ą─╩ę£ž┴”īWąį─▄öĄō■ĪŻ
▒Ē2▓╗═¼▀B▄ł╦┘Č╚Ž┬TC4Ōü║ŽĮΦ12mm░¶▓─╩ę£ž┴”īWąį─▄
Tab.2 The room mechanical properties of alloy bars at different continuous rolling speeds
| ▀B▄ł╦┘Č╚/ | ┐╣└ŁÅŖČ╚ R m /MPa | ęÄČ©ĘŪ▒╚└²čė╔ņÅŖ R p0.2 /MPa | öÓ║¾╔ņķL ┬╩A/% | öÓ├µ╩š┐s ┬╩Z/% |
| 3 | 975 | 885 | 18 | 51 |
| 4 | 985 | 910 | 18 | 50.5 |
| 5 | 1018 | 925 | 18.5 | 51 |
| 6 | 1000 | 905 | 19 | 51 |
| 7 | 988 | 890 | 18.5 | 50 |
| 8 | 935 | 820 | 13 | 46 |
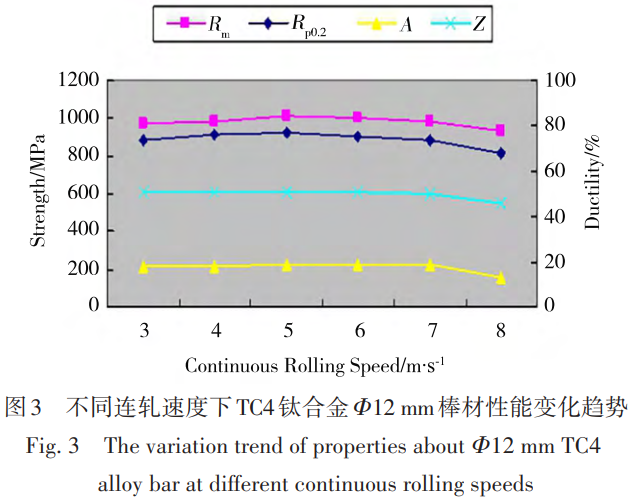
Ė∙ō■łD3Ą─ąį─▄ūā╗»┌ģä▌Ż¼┐╔ęįė^▓ņĄĮ:ļSų°▀B▄ł╦┘Č╚Å─3m/s╠ß╔²ų┴5m/s,░¶▓─Ą─ÅŖČ╚ųĖś╦R║═ R p0.2 Š∙ėą╦∙╠ß╔²,Ūęį┌▀B▄ł╦┘Č╚×ķ5m/sĢr▀_ĄĮūŅ┤¾ųĄĪŻ╚╗Č°Ż¼╦▄ąįųĖś╦A║═Zį┌┤╦▀^│╠ųą╗∙▒Š▒Ż│ų▓╗ūāĪŻĮėų°Ż¼«ö▀B▄ł╦┘Č╚▀Mę╗▓ĮÅ─5m/s╠ß╔²ų┴7m/sĢr,░¶▓─Ą─ÅŖČ╚ųĖś╦ R m ║═ R p0.2 ķ_╩╝Ž┬ĮĄ,Ą½ĮĄĘ∙▓ó▓╗’@ų°Ż¼Č°╦▄ąįųĖś╦A║═Z╚į╚╗ŠS│ųĘĆČ©ĪŻ╚╗Č°Ż¼«ö▀B▄ł╦┘Č╚│¼▀^7m/sĢrŻ¼░¶▓─Ą─ÅŖČ╚ųĖś╦ R m ĪóR p0.2 ęį╝░╦▄ąįųĖś╦AĪóZČ╝čĖ╦┘Ž┬ĮĄŻ¼ų▒ų┴į┌▀B▄ł╦┘Č╚×ķ8m/sĢr▀_ĄĮūŅĄ═ųĄĪŻ
3ĪóĮYšō
(1)ļSų°▀B▄ł╦┘Č╚Ą─╠ß╔²Ż¼TC4Ōü║ŽĮΦ12mm░¶▓─Ė▀▒ČĮM┐Śųą│§╔·αŽÓĄ─ą╬├▓ė╔ŚlĀŅųØu▐Dūā×ķĄ╚▌SĀŅŻ¼Ūꊦ┴Ż’@ų°╝Ü╗»;į┌┤╦▀^│╠ųąŻ¼ę“ą╬ūā£ž╔²ą¦æ¬ī¦ų┬│§╔·aŽÓ║¼┴┐ėą╦∙ĮĄĄ═ĪŻ«ö▀B▄ł╦┘Č╚×ķ5 m/sĢrŻ¼│§╔·aŽÓ═Ļ╚½│╩╝ÜąĪĄ╚▌SĀŅŪęŠ∙ä“Åø╔óĘų▓╝Ż¼Ųõ┘|┴┐ĘųöĄ×ķ75%~80%Ż¼Ūę▀_ūŅā×ĮM┐ŚĀŅæBĪŻ«ö▀B▄ł╦┘Č╚į÷ų┴7m/sĢrŻ¼│§╔·αŽÓ║¼┴┐╝▒äĪŽ┬ĮĄ▓ó│╩¼FŽÓūā┌ģä▌;«ö▀B▄ł╦┘Č╚▀Mę╗▓Į╠ßĖ▀ų┴8m/sĢrŻ¼│§╔·αŽÓ═Ļ╚½Ž¹╩¦▓ó░ķļSβŽÓŠ¦Įń╬÷│÷Ż¼▓─┴Ž░l╔·═Ļ╚½ŽÓūāĪŻ
(2)ļSų°▀B▄ł╦┘Č╚Ą─╠ßĖ▀Ż¼Ōü║ŽĮTC4Φ12mm░¶▓─Ą─┴”īWąį─▄į┌5m/sĢrÅŖČ╚▀_ĄĮĘÕųĄŻ¼ŪęÅŖ╦▄ąįŲź┼õūŅā×;«ö▀B▄ł╦┘Č╚│¼▀^7m/sĢrŻ¼Ųõ┴”īWąį─▄ųĖś╦’@ų°ĮĄĄ═ĪŻ
(3)ŠC║Ž▀B└m▄łųŲ╦┘Č╚ī”’@╬óĮM┐Ś┼c┴”īWąį─▄Ą─ė░Ēæ蹊┐▒Ē├„Ż¼«öTC4║ŽĮ░¶▓─ė┌β/α+βŽÓūā³cęįŽ┬30~50ĪµīŹ╩®▄łųŲĪó┐éūāą╬┴┐▓╗│¼▀^95%ĢrŻ¼īó▀B└m▄łųŲ╦┘Č╚┐žųŲį┌5m/s┐╔ųŲĄ├’@╬óĮM┐ŚŠ∙ä“Ūę┴”īWąį─▄ā׫ɥ─«aŲĘĪŻ┼RĮń▄łųŲ╦┘Č╚┤_Č©×ķ7m/s,«ö▀B└m▄łųŲ╦┘Č╚│¼▀^įō┼RĮńųĄĢrŻ¼«aŲĘĄ─’@╬óĮM┐Śą╬├▓┼cŠC║Ž┴”īWąį─▄Š∙│╩¼F’@ų°┴ė╗»┌ģä▌ĪŻ
ģó┐╝╬─½I
[1]┘M▄SŻ¼│ŻĘÕŻ¼╠Ų▒¾Ż¼Ą╚.¤ß▄łūāą╬ī”TB-13║ŽĮĮM┐Ś║═┐ŚśŗĄ─ė░Ēæ[J].ųąć°ėą╔½Įī┘īWł¾,2010,20(z1):6-10.
FEI Yue,CHANG Feng,TANG Bin,et al. Influence of hot rolling deformation on microstructure and texture of TB-13 alloy[J].The Chinese Journal of Nonferrous Metals,2010,20(z1):6-10.
[2]╠’ėŅ┼d,└Ņ╩÷▄Ŗ,║šė±┴š,Ą╚.Ti2448║ŽĮį┌▓╗═¼æ¬ūā╦┘┬╩Ž┬Ą─Ė▀£žūāą╬ÖCųŲ[J].ųąć°ėą╔½Įī┘īWł¾Ż¼2010,20(z1):83-86.
TIAN Yuxing, LI Shujun, HAO Yulin, et al. Elevated temperature deformation mechanism of Ti2448 alloy at different strain rates[J].The Chinese Journal of Nonferrous Metals,2010,20(z1):83-86.
[3]┌wųŠśI.Įī┘╦▄ąįūāą╬┼c▄łųŲ└Ēšō[M].▒▒Š®:ę▒Į╣żśI│÷░µ╔ń,1980:106.
ZHAO Zhiye. Metal Plastic Deformation and Rolling Theory[M].Beijing:Metallurgical Industry Press,1980:106.
[4]ųņæcžS,ķZ▓¬,±TųŠ÷╬,Ą╚.2195õX║ŽĮ▓╗═¼╦┘Č╚¤ß▄ł▀^│╠öĄųĄ─ŻöM╝░īŹ“×蹊┐[J].¢|▒▒┤¾īWīWł¾(ūį╚╗┐ŲīW░µ)Ż¼2023,44(4):502-509.
ZHU Qingfeng, YAN Bo, FENG Zhixin, et al. Numerical simulation and experimental investigation on hot rolling process of 2195 aluminum alloy at different speeds[J]. Journal of Northeastern University(Natural Science),2023,44(4):502-509.
[5]│■ųŠ▒°,╠K▌x,└Ņéź,Ą╚.▄łųŲ╦┘Č╚ī”AZ31µV║ŽĮ╣▄▓─└õ▄ł│╔ą╬Ą─ė░Ēæ[J].ŽĪėąĮī┘▓─┴Ž┼c╣ż│╠,2020,49(9):3265-3272.
CHU Zhibing,SU Hui,LI Wei,et al. Effect of rolling speed on cold rolling forming of AZ31 magnesium alloy tubes[J]. Rare Metal Materials and Engineering,2020,49(9):3265-3272.
[6]═§╠ņŽĶ,║·╔ą┼e,╬õ’@▒¾.▄łųŲ╦┘Č╚ī”Ń~/õXÅ═║Ž░ÕĮY║ŽÅŖČ╚Ą─ė░Ēæ[J].¤ß╝ė╣ż╣ż╦ć,2019,48(3):179-182.
WANG Tianxiang, HU Shangju, WU Xianbin. Effect of rolling speed on bonding strength of Cu/Al composite plate[J].Hot Working Technology,2019,48(3):179-182.
[7]Äø┴Ģį¬Ż¼³SņoŻ¼ģŪ│¼Ż¼Ą╚.Ė▀ŠĆ▄łÖC╠žĖ▀▄łųŲ╦┘Č╚Ž┬▄ł╝■ūāą╬ąą×ķ蹊┐[J].ųąć°ę▒Į,2012,22(10):18-22.
SHUAI Xiyuan,HUANG Jing,WU Chao,et al. Study on effect of rolled metal forming at very high rolling speed[J]. China Metallurgy,2012,22(10):18-22.
[8]└Ņ┬³įŲŻ¼īO▒Šśs.õōĄ─┐žųŲ▄łųŲ║═┐žųŲ└õģs╝╝ąg╩ųāį[M].▒▒Š®:ę▒Į╣żśI│÷░µ╔ń,1998.
LI Manyun,SUN Benrong. Technical Manual for Controlled Rolling and Cooling of Steel[M]. Beijing: Metallurgical Industry Press,1998.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║▀B▄ł╦┘Č╚ī”TC4Ōü║ŽĮ░¶▓─ĮM┐Śąį─▄Ą─ė░Ēæ_═§╠’Ż®
tagś╦║×:TC4Ōü║ŽĮ,Ė▀╦┘¤ß▀B▄ł,ą╬ūā£ž╔²ą¦æ¬