



░l▓╝╚šŲ┌Ż║2026-3-12 20:21:54
Ōü║ŽĮ▓─┴Žæ{ĮĶ▌p┘|ĪóĖ▀ÅŖČ╚Īóā׫ɥ──═Ė»╬gąįĪó─═¤ßąį║═╔·╬’ŽÓ╚▌ąįŻ¼į┌ßt»¤Ų„ąĄĪó║Į┐š║Į╠ņ┼c┤¼▓░Ą╚ŅIė“Ą├ĄĮÅVĘ║æ¬ė├[1-2]ĪŻŲõųąŻ¼į┌║Į┐š║Į╠ņŅIė“Ą─ĻPµI▓┐╝■ųąŻ¼╚ń║Į┐š░läėÖC╚~Ų¼ĪóÖC╔Ē│ą┴”┐“Ą╚ī”Ōü║ŽĮĄ─ę└┘ćė╚×ķ═╗│÷ĪŻļSų°┐Ų╝╝Ą─▀M▓ĮŻ¼╠ß╔²Ōü║ŽĮĄ─╝ė╣żą¦┬╩┼c┘|┴┐ęč│╔×ķĖ▀Č╦ųŲįņŅIė“Ą─Ų╚ŪąąĶŪ¾[3-4]ĪŻ╚╗Č°Ż¼Ōü║ŽĮŠ▀ėąśOĄ═Ą─¤ßī¦┬╩Ż¼▓╔ė├é„ĮyĄ─ŃŖŽ„ĘĮĘ©╝ė╣żĢrŻ¼ļyęįīóŃŖŽ„▀^│╠ųąĄ─ŪąŽ„¤ß┐ņ╦┘ī¦│÷Ż¼ī¦ų┬ĄČ-ą╝Įń├µ£žČ╚čĖ╦┘╔²Ė▀Ż¼ĄČŠ▀─źōp┼cŲŲōp╝ėäĪŻ¼Ųõ╝ė╣ż│╔▒Š’@ų°į÷╝ė[5]ĪŻę“┤╦Ż¼žĮąĶķ_░lĖ▀ą¦ĪóĄ═ōp║─Ą─Ōü║ŽĮ╝ė╣żą┬ĘĮĘ©ęįØMūŃĖ▀Č╦čbéõųŲįņĄ─Ų╚ŪąąĶŪ¾ĪŻ
ECMū„×ķę╗ĘNĘŪĮėė|╩Į╝ė╣ż╝╝ągŻ¼Š▀éõ¤oÜłėÓæ¬┴”Īó¤oĄČŠ▀─źōp╝░▓╗╩▄▓─┴Žė▓Č╚Ž▐ųŲĄ╚╝╝ągā×ä▌Ż¼ę“Č°ÅVĘ║æ¬ė├ė┌Ōü║ŽĮĄ╚ļy╝ė╣ż▓─┴ŽĄ─╝ė╣ż[6]ĪŻĶbė┌Ōü║ŽĮ▓─┴ŽĄ─▒Ē├µęūŌg╗»╠žąį║═ļŖĮŌ╝ė╣żĄ─¬Ü╠žā×ä▌Ż¼ć°ā╚═ŌīWš▀ī”ļŖĮŌ╝ė╣żŌü║ŽĮķ_š╣┴╦ÅVĘ║蹊┐ĪŻ└Ņ║«╦╔Ą╚[7]└¹ė├10%NaNO3ļŖĮŌę║ī”Ti-6Al-4V(TC4╦∙ī┘┼Ų╠¢ŽĄ┴ą)▀Mąąč┌─żļŖ╗»īW╝ė╣ż(through-mask electrochemical machining,TMECM)īŹ“×蹊┐Ż¼░l¼F«öļŖē║×ķ35VĪó├}ø_Ņl┬╩×ķ400HzĪóš╝┐š▒╚×ķ20%ĢrŻ¼┐╔╝ė╣ż│÷┐ūÅĮĘČć·×ķ2.52~2.57mmĪóūŅ┤¾łAČ╚×ķ9μmĄ─╬ó┐ūĻć┴ąĪŻĻÉĢį└┌Ą╚[8]ę▓▓╔ė├č┌─ż╬ó╝ÜļŖĮŌ╝ė╣ż(through-mask electroche-mical micromachining,TMEMM)╝╝ągį┌Ōü║ŽĮ▒Ē├µ▀Mąą┴╦╬ó░╝┐ėĻć┴ąįć“×ĪŻīŹ“×░l¼FŻ¼į┌ļŖē║24VĪó├}ø_š╝┐š▒╚10%ĪóŅl┬╩100Hz╝░20ĪµļŖĮŌę║Śl╝■Ž┬Ż¼┐╔½@Ą├ų▒ÅĮ╝s110μmĪó╔ŅČ╚╝s20μmŪę¤oļs╔óĖ»╬gĄ─ęÄät╬ó┐ėĻć┴ąĪŻąņš²ōPĄ╚[9]ät▓╔ė├š²Į╗įć“×Ę©ī”Ti60Ė▀£žŌü║ŽĮ▀MąąļŖĮŌ╝ė╣ż╣ż╦ćā×╗»ĪŻ▀xė├13wt%NaClļŖĮŌę║Ż¼į┌╝ė╣żļŖē║20VĪó├}ø_Ņl┬╩0.4kHzĪóš╝┐š▒╚0.3Īó£žČ╚23Īµ╝░Ļ¢śO▀MĮo╦┘┬╩0.5mm/minĄ─╣ż╦ćģóöĄĮM║ŽŽ┬Ż¼│╔╣”īŹ¼F┴╦š¹¾w╚~▒P╚~Ų¼Ą─Ė▀┘|┴┐╝ė╣żĪŻĖČņ│Ą╚[10]╩╣ė├Č╠ļŖ╗Ī╝ė╣ż(short electric arc machining, SEAM)TC4Ōü║ŽĮŻ¼╠ßĖ▀ąĪ┐ūSEADĄ─▓─┴Ž╚ź│²┬╩Ż¼ĮĄĄ═ļŖśO─źōpŻ¼Ą├ĄĮ┴╦▌^║├Ą─ąĪ┐ūų▒ÅĮ┼cÕFČ╚ĪŻ║·ć°ė±Ą╚[11]╗∙ė┌Č╠ļŖ╗Ī-ļŖ╗»īWÅ═║Ž╝ė╣żĘĮĘ©Ż¼į┌ų▒┴„┼c├}ø_ā╔ĘN│Żė├ļŖį┤ŅÉą═Ž┬ī”Ōü║ŽĮTC4▀Mąąå╬┤╬Ę┼ļŖīŹ“ׯ¼╠ĮŠ┐┴╦▓╗═¼ĘĮ╩Įī”░╝┐ėĄ─ė░ĒæĪŻ
į┌╠ß╔²ļŖĮŌ╝ė╣ż(ECM)ļy╝ė╣ż▓─┴Ž(ė╚ŲõŌgąį▓─┴Ž)Ą─╝ė╣żą¦┬╩ĘĮ├µŻ¼ļŖĮŌę║£žČ╚ł÷ī”╝ė╣żĄ─ė░Ēæ╩Ūć°ā╚═ŌīWš▀Ą─蹊┐ųž³cŻ¼▓óį┌┤╦ĘĮ├µ╚ĪĄ├┴╦ę╗ŽĄ┴ąĄ─ųžę¬│╔╣¹[10-13]ĪŻTHANIGAIVELAN RĄ╚[12]蹊┐┴╦╝t═Ō╣Ō╝ė¤ßļŖĮŌę║ī”ECM╝ė╣ż▒Ē├µą╬├▓Ą─ė░ĒæŻ¼Ųõ蹊┐░l¼FŻ¼│Ż£žļŖĮŌę║┼c╝ė¤ß║¾ļŖĮŌę║Śl╝■Ž┬Ą─╝ė╣ż▒Ē├µĮYśŗ┤µį┌’@ų°▓Ņ«ÉĪŻDIKUSAR A IĄ╚[13]Ą─蹊┐ÅŖš{┴╦ļŖĮŌę║£žČ╚Ęų▓╝Ą─Š∙ä“ąįī”╠ßĖ▀CrNiõōļŖĮŌ╝ė╣żŠ½Č╚Ą─ĻPµIū„ė├ĪŻLIU W DĄ╚[14]ßśī”TB6Ōü║ŽĮĄ─īŹ“×░l¼FŻ¼ļŖĮŌę║£žČ╚’@ų°ė░ĒæŲõ╝ė╣żŠ½Č╚ĪŻCHEN X LĄ╚[15]į┌Ti-6Al-4V║ŽĮ╬ó┐ėļŖĮŌ╝ė╣żčąŠ┐ųąūCīŹŻ¼ļŖĮŌę║£žČ╚╩Ū┐žųŲ╬ó┐ėĄūŪą┴┐╝░š¹¾w╝ė╣żŠ½Č╚Ą─ųžę¬ģóöĄĪŻŌü║ŽĮ▓─┴Žī”ļŖĮŌ╝ė╣ż▀^│╠ųąĄ─┴„ł÷┼cļŖł÷ūā╗»Ė▀Č╚├¶Ėą[16]ĪŻęį╔ŽčąŠ┐▒Ē├„Ż¼╠ßĖ▀ļŖĮŌę║£žČ╚─▄’@ų°į÷ÅŖŲõĘ┤æ¬╗Ņąį[17]Ż¼▀@×ķ═©▀^ā×╗»£žČ╚ł÷╠ß╔²Ōü║ŽĮļŖĮŌ╝ė╣żą¦┬╩╠ß╣®┴╦└Ēšō╗∙ĄAĪŻ
ßśī”TC4Ōü║ŽĮļŖĮŌ╝ė╣żĄ─ą¦┬╩Ų┐ŅiŻ¼▒Š╬─äōą┬ąįĄžīóĖ▀ÅŖČ╚Š█Į╣│¼┬Ģ(HIFU)╝╝ągę²╚ļļŖĮŌ╝ė╣ż╣ż╦ćųą(╝┤HIFU▌oų·ļŖĮŌ╝ė╣ż)ĪŻįōĘĮĘ©ų╝į┌└¹ė├Š█Į╣│¼┬Ģį┌Į╣ė“«a╔·Ą─┬Ģ¤ßą¦æ¬Ż¼ī”╝ė╣żģ^ė“īŹ¼FŠ½£╩╔²£žŻ¼═©▀^┬Ģ¤ßą¦æ¬āH╠ßĖ▀╝ė╣żģ^ė“ļŖ╗»īWĘ┤æ¬ą¦┬╩Ż¼▒▄├Ōę“Ōg╗»─żĄ─┤µį┌ī¦ų┬╝ė╣ż└¦ļyĪŻ▒ŠčąŠ┐═©▀^ŽĄĮy╗»Ą─╣ż╦ćī”▒╚īŹ“ׯ¼Č©┴┐╠ĮŠ┐HIFU▌oų·ļŖĮŌ╝ė╣żī”TC4Ōü║ŽĮ╝ė╣żą¦┬╩Ą─īŹļH╠ß╔²ą¦╣¹ĪŻ
1Īó╝ė╣żįŁ└Ē
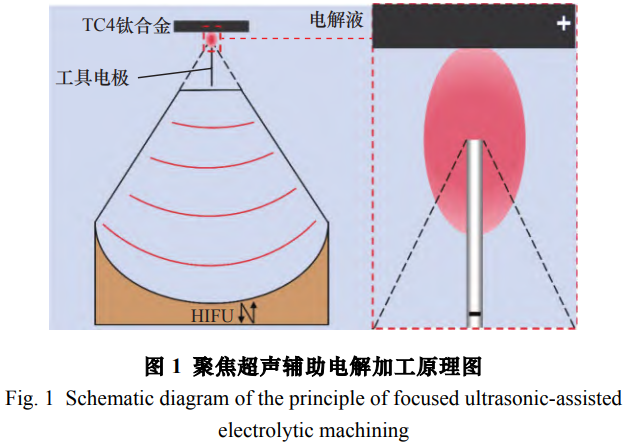
ECM╩Ūę╗ĘN╗∙ė┌ļŖ╗»īWĻ¢śO╚▄ĮŌįŁ└ĒĄ─╠žĘN╝ė╣ż╝╝ągĪŻ╣ż╝■ū„×ķĻ¢śO▀BĮėļŖį┤š²śOŻ¼╣żŠ▀ū„×ķĻÄśO▀BĮėļŖį┤žōśOŻ¼ā╔š▀Š∙Į■╚ļļŖĮŌę║ųąśŗ│╔ī¦ļŖ╗ž┬ĘĪŻį┌═Ō╝ėļŖł÷ū„ė├Ž┬Ż¼Ļ¢śO▒Ē├µ░l╔·č§╗»Ę┤æ¬Ż¼ĻÄśO▒Ē├µät░l╔·▀ĆįŁĘ┤æ¬ĪŻė╔ė┌Ę┤æ¬āHŽ▐ė┌ļŖĮŌę║ųąĄ─śO╬óąĪķgŽČā╚,╣żŠ▀┼c╣ż╝■¤o║Ļė^Įėė|,ę“┤╦╣żŠ▀¤oōp║─Ż¼āH╣ż╝■▓─┴Ž░l╔·┐╔┐ž╚▄ĮŌŻ¼īŹ¼F▓─┴Ž╚ź│²ĪŻ┼cé„ĮyŪąŽ„ŽÓ▒╚Ż¼ECMŠ▀ėą¤o║Ļė^æ¬┴”Īó┼c▓─┴Žė▓Č╚¤oĻPĪóą¦┬╩Ė▀║═▒Ē├µ═Ļš¹ąį║├Ą╚ā×ä▌ĪŻ×ķ▀Mę╗▓Į╠ß╔²ECM╝ė╣żąį─▄Ż¼▒ŠčąŠ┐ę²╚ļHIFUū„×ķ▌oų·╩ųČ╬Ż¼╚ńłD1╦∙╩ŠĪŻŲõ┬Ģ¤ßą¦æ¬═©▀^ę║¾wųąĄ─ż£■╬³╩šĪó¤ßé„ī¦╝░Ęųūė±YįźĄ╚ÖCųŲ,īó│¼┬Ģ─▄┴┐▐D╗»×ķ¤ß─▄ĪŻ«öŠ█Į╣│¼┬Ģį┌ļŖĮŌę║ųąé„▓ź▓óģRŠ█ĢrŻ¼─▄┴┐į┌Į╣ė“▒╗╬³╩šŻ¼ę²ŲŠų▓┐’@ų°£ž╔²ĪŻįō£žČ╚ł÷Ęų▓╝┐╔▓╔ė├į┤ė┌╔·╬’鄤ß蹊┐Ą─ PennesĘĮ│╠▀Mąą├Ķ╩÷,▀mė├ė┌─ŻöMļŖĮŌę║ųąė╔│¼┬Ģę²░lĄ─╦▓æB¤ßą¦æ¬ĪŻ═©▀^īó┬Ģ¤ßą¦æ¬┼cļŖĮŌ╝ė╣żŽÓĮY║Ž,┐╔īŹ¼FŠų▓┐ģ^ė“Ą─▓─┴Ž╚▄ĮŌį÷ÅŖ,Å─Č°╠ßĖ▀╝ė╣żą¦┬╩┼cŠ½Č╚ĪŻ
╩Įųą:Qperfū„×ķé„▀fĒŚ┤·▒Ēč¬ę║╣ÓūóĄ─ī”┴„└õģsųĄ,╔·╬’ĮM┐ŚĄ─├▄Č╚Īó¤ß╚▌┴┐ęį╝░ī¦¤ßŽĄöĄĘųäe×ķ ρĪó Cp Īók; ρb ×ķč¬ę║├▄Č╚, Cp,b ×ķč¬ę║¤ß╚▌┴┐, Tb ×ķč¬ę║ę║£žČ╚; ωb ×ķč¬ę║╣Óūó┬╩; Qe×ķ¤ßį┤; αABS ×ķ╬³┬ĢŽĄöĄ; I×ķ┬ĢÅŖ┤¾ąĪ; p×ķ┬Ģē║; v×ķ┬Ģ┘|³c╦┘Č╚╩Ė┴┐; Qment ×ķ┤·ųx¤ßį┤; T×ķ│§╩╝£žČ╚; ∇T╩Ū£žČ╚╠▌Č╚(╩Ė┴┐);t×ķĢrķgĪŻ
2ĪóīŹ“×čbų├┼cĘĮĘ©
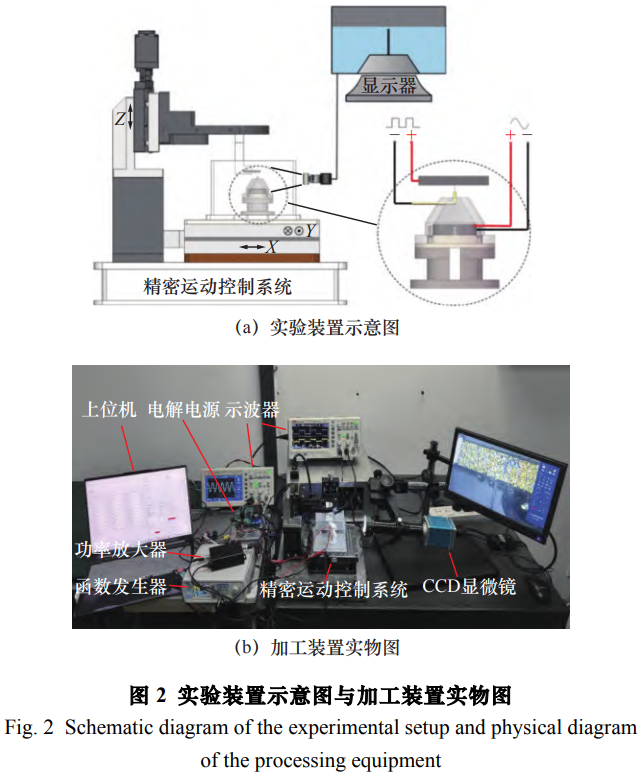
▒ŠīŹ“×īóHIFUŠ█Į╣ōQ─▄Ų„(HIFUtransducer)ų├ė┌╣żŠ▀ļŖśO(ĻÄśO)┼c╣ż╝■ļŖśO(Ļ¢śO)Ą─š²Ž┬ĘĮŻ¼Š▀¾wčbų├╩ŠęŌłD┼cīŹļH░▓čbłDĘųäe╚ńłD2a║═łD 2 b╦∙╩ŠĪŻš¹éĆīŹ“׎ĄĮyų„ę¬ė╔Š█Į╣│¼┬Ģ─ŻēKĪóļŖĮŌ╝ė╣ż─ŻēKęį╝░Öz£yŽĄĮy 3▓┐ĘųĮM│╔ĪŻŲõųą,Š█Į╣│¼┬Ģ─ŻēKė╔║»öĄ░l╔·Ų„«a╔·“īäėą┼╠¢,Įø╣”┬╩Ę┼┤¾Ų„Ę┼┤¾║¾“īäė HIFUŠ█Į╣ōQ─▄Ų„;ļŖĮŌ╝ė╣ż─ŻēK░³└©ūįų„čąųŲĄ─┐╔ŠÄ│╠ļŖį┤Īó┐žųŲėŗ╦ŃÖCĪó╣żŠ▀ļŖśO(ĻÄśO)║═╣ż╝■ļŖśO(Ļ¢śO);Öz£yŽĄĮy░³└©╩Š▓©Ų„ĪóļŖ┴„╠ĮŅ^ęį╝░CCD’@╬óńRĄ╚ĪŻ
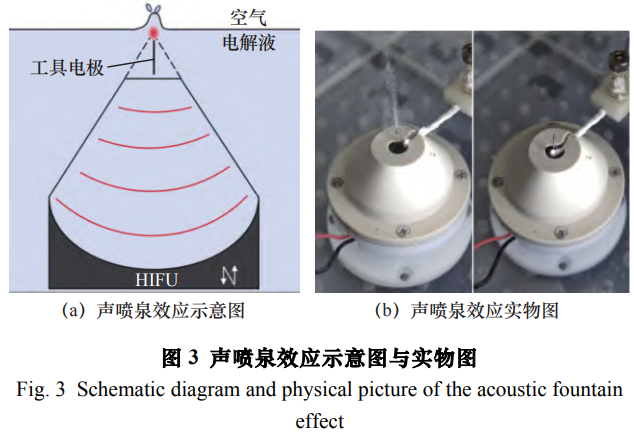
į┌▒ŠčąŠ┐ųą,HIFUŠ█Į╣ōQ─▄Ų„╦∙«a╔·Ą─┬Ģł÷Š½┤_ųž║Žė┌╝ė╣żģ^ė“╩ŪīŹ“×│╔╣”Ą─ĻPµIĪŻ▒ŠčąŠ┐▓╔ė├┬ĢćŖ╚¬ą¦æ¬üĒČ©╬╗Į╣³c╬╗ų├ĪŻ┬ĢćŖ╚¬ą¦æ¬ [18]╩ŪųĖ┬Ģ▓©(═©│ŻÅ─┬ĢūĶ┐╣▌^Ė▀Ą─▓©├▄Įķ┘|)é„▓źų┴┬ĢūĶ┐╣▌^Ą═Ą─▓©╩ĶĮķ┘|(╚ńę║¾w-ÜŌ¾wĮń├µ)Ģr,į┌Įń├µ╠Äę“┬Ģ▌Ś╔õē║┴”▓ŅČ°ą╬│╔Ą─ę╗ĘN╬’└Ē¼FŽ¾,╚ńłD 3×ķ┬ĢćŖ╚¬ą¦æ¬īŹ╬’łD┼c╩ŠęŌłDĪŻ═©▀^ė^£yįōą¦æ¬į┌ę║├µ«a╔·Ą─ūŅ┤¾ą╬ūā³c,╝┤┐╔Č©╬╗┬Ģ▓©─▄┴┐ūŅ╝»ųąĄ─Į╣³cĪŻ
į┌▒ŠčąŠ┐īŹ“×▀^│╠ųą,╩╣ė├Ė▀Š½Č╚╚²▌S╣ŌīW▀\äėŲĮ┼_īŹ¼F╣ż╝■Ą─Š½┤_Č©╬╗ĪŻ╣ż╝■(Ļ¢śO)┼cŽ┬ĘĮ░▓čbĄ─ HIFUŠ█Į╣ōQ─▄Ų„╣▓═¼╣╠Č©į┌▀\äėŲĮ┼_Ą─╣żū„┼_╔Ž,▓ó═©▀^ėŗ╦ŃÖC╔Ž╬╗ÖC▄ø╝■┐žųŲŲõį┌ XĪó YĘĮŽ“┬ōäė▀\äėĪŻ╣ż╝■═©▀^īŻė├ŖAŠ▀░▓čbė┌▀\äėŲĮ┼_Ą─Z▌S─®Č╦ĪŻ╣żŠ▀ļŖśO▓╔ė├═ŌÅĮ1mmĄ─ųą┐šŃ~╣▄ū„×ķļŖśOĮzŻ¼ŲõčbŖA╗∙¾węį═ŌĄ─┬Ń┬Č▓┐ĘųŠ∙╩╣ė├─═╦«Į^Šē─zĦć└├▄░³╣³▀MąąĮ^Šē╠Ä└ĒĪŻ╣ż╝■(Ļ¢śO)═©▀^ī¦ŠĆ▀BĮėų┴├}ø_ļŖį┤š²śOĪŻ×ķī”▒╚▓╗═¼╣ż╦ćĄ─╝ė╣żą¦╣¹Ż¼Ęųäe▀Mąą┴╦ECM┼cĖ▀ÅŖČ╚Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣ż(HIFU-ECM)īŹ“×ĪŻ╦∙ėą╝ė╣żīŹ“×═Ļ│╔║¾Ż¼īó╝ė╣ż╣ż╝■ę└┤╬ų├ė┌¤o╦«ęę┤╝ųą▀Mąą│¼┬ĢŪÕŽ┤Ż¼ļS║¾│õĘųĖ╔į’Ż¼ęįéõ║¾└mĄ─▓─┴Žąį─▄▒Ēš„ĪŻ
į┌▒ŠīŹ“×ųąŻ¼ę“Š█Į╣ōQ─▄Ų„ųŲįņ╩▄Ž▐Ż¼ūŅĮKĖ─ė╔ų▒Įė▓╔┘Å░ļŪ“ą╬ē║ļŖ╠š┤╔Ų¼ū„×ķHIFU▌Ś╔õį┤ĪŻįōōQ─▄Ų„ė╔║»öĄ░l╔·Ų„«a╔·Ą─š²ŽęļŖą┼╠¢Įø╣”┬╩Ę┼┤¾Ų„“īäėŻ¼ęį╝ż░lĖ▀Ņlš±äėĪŻį┌æ¬ė├Ū░Ż¼╩╣ė├ūĶ┐╣Ęų╬÷āx┤_Č©┴╦įōē║ļŖ╠š┤╔ōQ─▄Ų„Ą─ūŅ╝čųCš±Ņl┬╩×ķ4.8MHzĪŻīŹ“×ģóöĄęŖ▒Ē1ĪŻ
▒Ē1īŹ“×ģóöĄ
| ŅÉäe | ģóöĄ | öĄųĄ |
| PZT-4 | ōQ─▄Ų„ų▒ÅĮ/mm | 19.8 |
| Ū·┬╩░ļÅĮ | 19 | |
| ųCš±Ņl┬╩/MHz | 4.8 | |
| ļŖĮŌļŖį┤ | ļŖē║/V | 8.5Īó24 |
| Ņl┬╩ | 500 HzĪó250 kHz | |
| š╝┐š▒╚/(%) | 50 | |
| ╝ė╣żģóöĄ | ļŖĮŌę║ | 5 wt%NaNO3 |
| ╝ė╣żķgŽČ/μm | 20 | |
| £žČ╚/Īµ | 20 | |
| ╣ż╝■▓─┴Ž | TC4Ōü║ŽĮ | |
| ╣ż╝■ęÄĖ±/(mmxmmxmm) | 35102 | |
| ╣żŠ▀ļŖśO▓─┴Ž | ė▓┘|║ŽĮ(╠╝╗»µu) | |
| ╣żŠ▀ļŖśOų▒ÅĮ/μm | 200 | |
| ╝ė╣żĘĮ╩Į | ņoę║╝ė╣ż(¤o▀MĮo) | |
| HIFUļŖį┤ | “īäėļŖį┤/V | 7 |
| Ę┼┤¾▒ČöĄ | 4 | |
| “īäėŅl┬╩/MHz | 4.8 |
3ĪóŠ█Į╣┬Ģł÷┬Ģ¤ßą¦æ¬Ę┬šµ
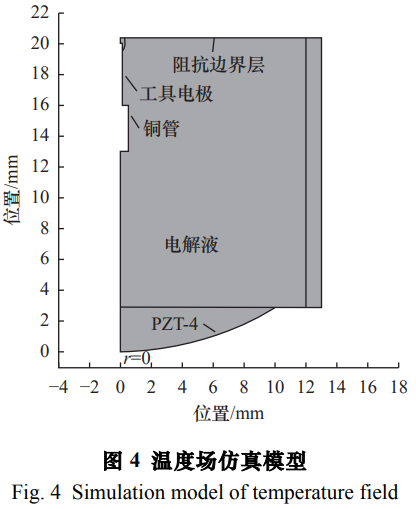
×ķ╠ĮŠ┐Š█Į╣│¼┬ĢĮ╣ė“£žČ╚Ęų▓╝╝░£ž╔²╠žąįŻ¼▒ŠčąŠ┐▓╔ė├COMSOL MultiphysicsėąŽ▐į¬Ę┬šµ▄ø╝■▀MąąĮ©─ŻĘų╬÷ĪŻ▀xė├Š▀ėąŪ“├µŠ█Į╣ĮYśŗĄ─ē║ļŖ╠š┤╔Ų¼ū„×ķ┬Ģį┤Ż¼Į©┴óČ■ŠS▌Sī”ĘQÄū║╬─Żą═Ż¼═©▀^±Ņ║Žē║┴”┬ĢīW┼c┴„¾w鄤ß╬’└Ēł÷Ż¼Ū¾ĮŌŠ█Į╣ģ^ė“Ą─╦▓æB£žČ╚ł÷Ęų▓╝Ż¼Ę┬šµ─Żą═╚ńłD4╦∙╩ŠŻ¼Ųõųąr=0╠Ä×ķČ■╬╗ą²▐Dī”ĘQ▌SĪŻ
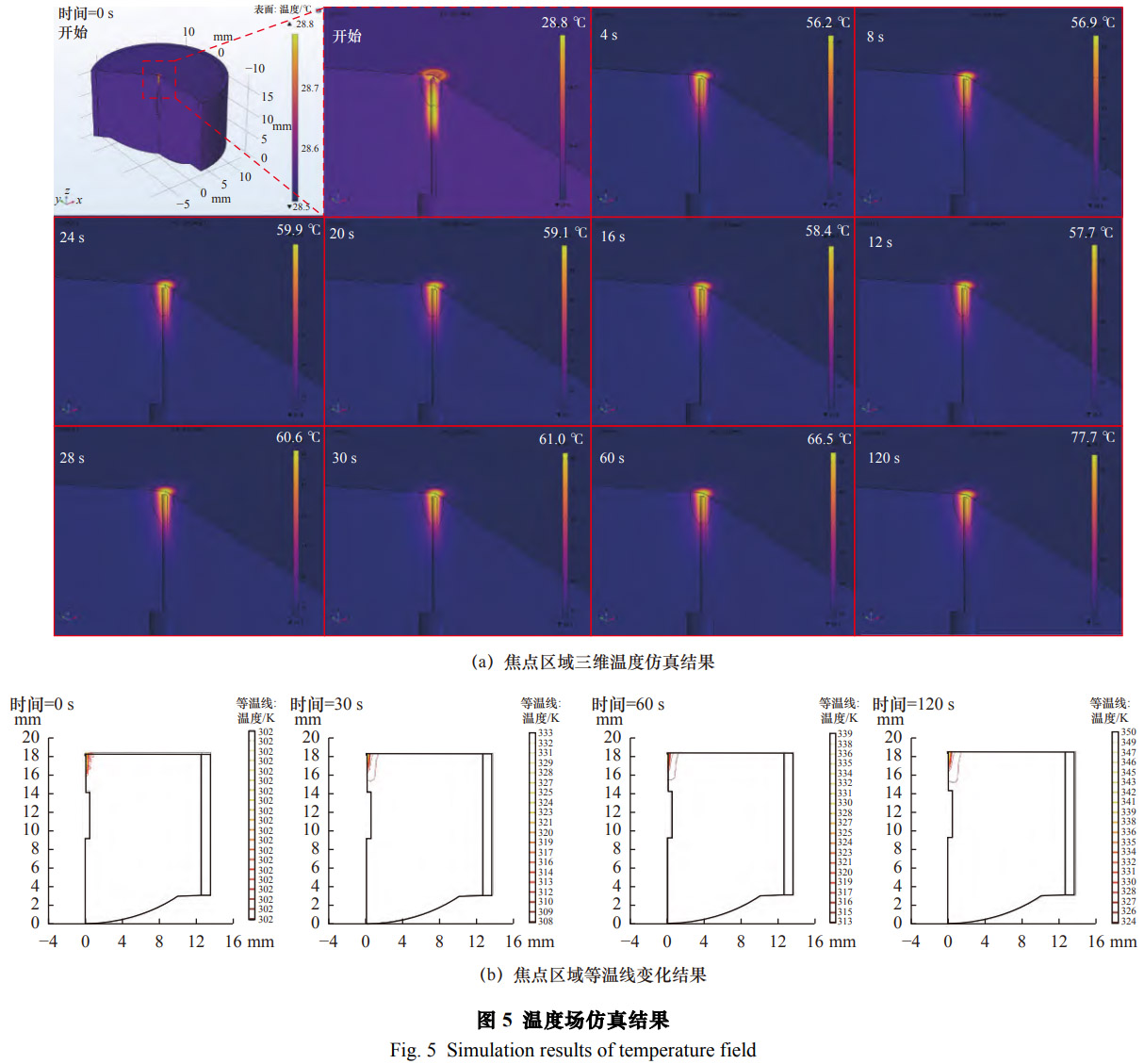
Ę┬šµĮY╣¹╚ńłD5╦∙╩ŠĪŻė╔Ę┬šµĮY╣¹┐╔ų¬,Š█Į╣│¼┬Ģķ_åó║¾Ż¼Į╣³cģ^ė“£žČ╚čĖ╦┘╔Ž╔²Ż¼ŽÓī”ė┌│§╩╝£žČ╚Ż¼ĘĆæB£ž╔²Ę∙Č╚╝s×ķ50ĪµĪŻ═¼ĢrŻ¼ė╔£žČ╚ł÷Ą╚£žŠĆĘų▓╝┐╔ŪÕ╬·Ąžė^▓ņĄĮ,’@ų°£ž╔²¼FŽ¾āHŠųŽ▐ė┌Į╣³cĖĮĮ³Ą─śOąĪ┐šķgĘČć·,▀@│õĘų¾w¼F┴╦┬Ģł÷Ą─ÅŖŠ█Į╣╠žąįĪŻłD5a╦∙╩Š×ķ▓╗═¼Ģr┐╠Ž┬£žČ╚ł÷ļSĢrķgĄ─č▌ūā▀^│╠Ż¼į┌Ų╩╝ĀŅæBŽ┬Ż¼Į╣³cģ^ė“£žČ╚┼cļŖĮŌę║£žČ╚ę╗ų┬Ż¼ļSų°ĢrķgĄ─į÷╝ėŻ¼Š█Į╣│¼┬Ģ┬Ģ¤ßū„ė├Ž┬─▄┴┐▓╗öÓĘe└█Ż¼Į╣³cģ^ė“£žČ╚▓╗öÓ╔²Ė▀Ż¼Å─Ų╩╝Ģr28.7ĪµūŅĮKį┌120s║¾╔²Ė▀ĄĮ77.7ĪµĪŻłD5b╦∙╩Š×ķĮ╣³cģ^ė“Ą╚£žŠĆūā╗»ĮY╣¹łDŻ¼Å─Ų╩╝£žČ╚Ęųäeėøõø 30Īó 60Īó 120 s║¾Ą─Ą╚£žŠĆĘų▓╝ĮY╣¹,┐╔ęįė^▓ņĄĮĮ╣³c£žČ╚ųØu╔²Ė▀Ż¼┼c╚²ŠS£žČ╚ł÷ę╗ų┬Ż¼═¼Ģr┐╔ęįė^▓ņĄĮ,Į╣³cęį═Ōģ^ė“Äū║§▓╗┤µį┌£žČ╚ūā╗»,šf├„┴╦Š█Į╣│¼┬ĢĄ─ÅŖŠ█Į╣ąįĪŻ
4ĪóīŹ“×┼cėæšō
4.1Į╣³cģ^ė“£žČ╚£y┴┐
×ķŠ½┤_▒Ēš„HIFUĮ╣ė“£ž╔²╠žąįŻ¼▒ŠčąŠ┐▓╔ė├ČÓį┤£y£žĘĮ░ĖŻ¼╩╣ė├HIKMICRO╝t═Ō¤ßŽ±āx▀Mąą╝t═Ō£y£žŻ¼ų▒ė^ė^£yĮ╣³cģ^ė“Ą─£žČ╚Ęų▓╝╝░£ž╔²¼FŽ¾ĪŻ═¼Ģr╩╣ė├Įėė|╩Į¤ßļŖ┼╝▀Mąą£y£žŻ¼ßś╩Į¤ßļŖ┼╝▀xė├Ką═ßś╩Į¤ßļŖ┼╝Ż¼į┌¤o╣ż╝■Ė╔ö_Śl╝■Ž┬ų▒Įėų├ė┌Į╣ė“ā╚£y┴┐£žČ╚ĪŻ┘NŲ¼╩Į¤ßļŖ┼╝▀xė├Ką═┘NŲ¼╩Į¤ßļŖ┼╝Ż¼īóŲõ└╬╣╠š│┘Nė┌╣ż╝■▒Ē├µŻ¼ė├ė┌─ŻöMīŹļH╝ė╣żĀŅæBŽ┬╣ż╝■Į³Į╣ė“ģ^ė“Ą─£ž╔²ĪŻ
į┌ą┼╠¢▓╔╝»┼c╠Ä└ĒųąŻ¼╦∙ėą¤ßļŖ┼╝▓╔╝»Ą──ŻöMļŖē║ą┼╠¢Ż¼Š∙═©▀^Š▀éõ└õČ╦čaāö╣”─▄Ą─MAX6675¤ßļŖ┼╝ų┴öĄūų▐DōQąŠŲ¼▐D╗»×ķöĄūųą┼╠¢ĪŻįōöĄūųą┼╠¢Įøė╔SPI═©ą┼ģfūhé„▌öų┴STM32╬ó┐žųŲŲ„▀Mąąūx╚ĪĪóėøõø┼c║¾└mĘų╬÷ĪŻ
Š½├▄Æ▀├Ķ┼cöĄō■▓╔╝»ę▓╩ŪĘŪ│Żųžę¬Ą─Łh╣ØŻ¼└¹ė├Š½├▄▀\äė┐žųŲŽĄĮy“īäėKą═ßś╩Į¤ßļŖ┼╝╗“┘NŲ¼╩Į¤ßļŖ┼╝čž┐šķgų▒ĮŪū°ś╦ŽĄĄ─Z▌SŽ“ęŲäė;═¼Ģr“īäėHIFUōQ─▄Ų„čžX▌SŽ“ęŲäėŻ¼īŹ¼FĮ╣ė“Ą─┐šķgČ©╬╗Æ▀├ĶĪŻę└ō■┬ĢīW└Ēšō╣└╦ŃĄ─Į╣ė“│▀┤ńŻ¼įOČ©Æ▀├ĶĘČć·×ķX┼cZĘĮŽ“Ė„±2mmĪŻį┌ŅAįOÆ▀├Ķ┬ĘÅĮ╔Žęį0.4mm×ķ▓ĮŠÓ▀Mąąä“╦┘Æ▀├ĶĪŻį┌├┐éĆÆ▀├Ķ³c╬╗╔Ž▀B└m£y┴┐10┤╬£žČ╚öĄō■Ż¼ęį┤_▒ŻĮyėŗ┐╔┐┐ąįĪŻ╗∙ė┌▓╔╝»Ą─10┤╬£žČ╚£y┴┐ųĄŻ¼śŗĮ©ŽõŠĆłD▀MąąĮyėŗĘų╬÷Ż¼ė├ęį▒Ēš„£ž╔²Ą─┐šķgĘų▓╝╠žš„╝░Ųõ▓©äėĘČć·ĪŻ
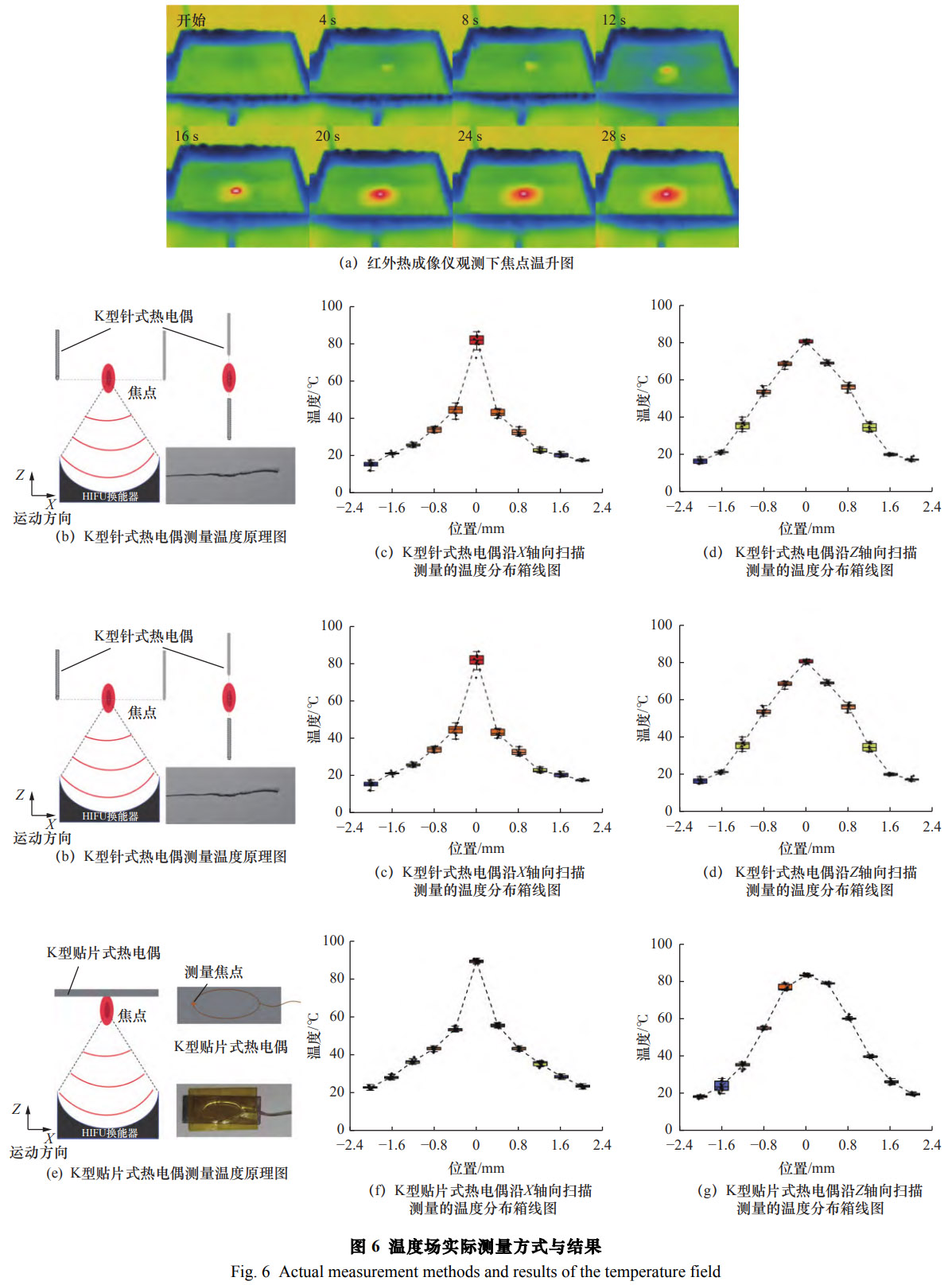
╚ńłD6╦∙╩ŠŻ¼łD6a×ķ╝t═Ō¤ß│╔Ž±āxė^£yŽ┬Ą─Į╣³c£ž╔²łDŻ¼łD6b×ķßś╩Į¤ßļŖ┼╝£y┴┐£žČ╚įŁ└ĒłDŻ¼łD6c║═łD6dĘųäe╦∙╩Š×ķKą═ßś╩Į¤ßļŖ┼╝čžX▌SŽ“┼cZ▌SŽ“Æ▀├Ķ£y┴┐Ą─£žČ╚Ęų▓╝ŽõŠĆłDĪŻłD6e×ķ┘NŲ¼╩Į¤ßļŖ┼╝£y┴┐£žČ╚įŁ└ĒłDŻ¼łD6f║═łD6gĘųäe╦∙╩Š×ķKą═┘NŲ¼╩Į¤ßļŖ┼╝čžX▌SŽ“┼cZ▌SŽ“Æ▀├Ķ£y┴┐Ą─£žČ╚Ęų▓╝ŽõŠĆłDĪŻ
£y┴┐ĮY╣¹▒Ē├„Ż¼╝t═Ō¤ß│╔Ž±āx┐╔ęį├„’@┐┤│÷Š█Į╣┬Ģł÷ū„ė├Ž┬│╩¼FĖ▀Č╚Š█Į╣╠žąįŻ¼¤ošō╩Ū╩╣ė├ßśĀŅĄ─¤ßļŖ┼╝▀Ć╩Ū┘NŲ¼╩Į¤ßļŖ┼╝Ż¼£y┴┐ĮY╣¹┌ģä▌ę╗ų┬Ż¼Į╣³cģ^ė“Ą─£žČ╚Ęų▓╝│╩¼F│÷’@ų°Ą─┐šķg«É┘|ąįŻ¼ė╔ė┌┬Ģł÷│╩ÖEŪ“ĀŅŠ█Į╣╠žš„Ż¼į┌┤╣ų▒ė┌┬Ģ╩°é„▓źĘĮŽ“Ą─£žČ╚╠▌Č╚śO×ķČĖŪ═Ż¼ī¦ų┬£žČ╚ļSŲ½ļxĮ╣³c╬╗ų├Č°│╩ųĖöĄ╩Į╦ź£p;Č°čž┬Ģ╩°é„▓źĘĮŽ“Ą─£žČ╚ūā╗»ätŽÓī”ŲĮŠÅŻ¼▒Ē¼F×ķ╠▌Č╚▀f£p─Ż╩ĮĪŻīŹ£yĮY╣¹▒Ē├„Ż¼Į╣ė“ųąą─£ž╔²ĘÕųĄ▀_70ĪµŻ¼┼cŪ░╩÷ėąŽ▐į¬Ę┬šµŅA£yĄ─50Īµ£ž╔²┌ģä▌ę╗ų┬Ż¼Ą½┤µį┌╝s40%Ą─Į^ī”öĄųĄ▓Ņ«ÉĪŻįōŲ½▓Ņų„ę¬į┤ė┌¤ßļŖ┼╝ūį╔Ē¤ß╚▌ą¦æ¬ę²░lĄ─£y┴┐Ė╔ö_ĪóĖ▀Ņl│¼┬Ģ┬Ģł÷ī”é„Ėąą┼╠¢Ą─╬’└Ēö_äėęį╝░Ę┬šµ─Żą═ī”īŹļH▀ģĮńŚl╝■┼cČÓł÷±Ņ║Žą¦æ¬Ą─║å╗»Ż¼╣▓═¼ė░Ēæ┴╦£žČ╚ł÷£yįćĄ─šµīŹąį▒Ēš„ĪŻ
4.2▓╗═¼ļŖĮŌę║£žČ╚ī”╝ė╣żą╬├▓ė░Ēæ
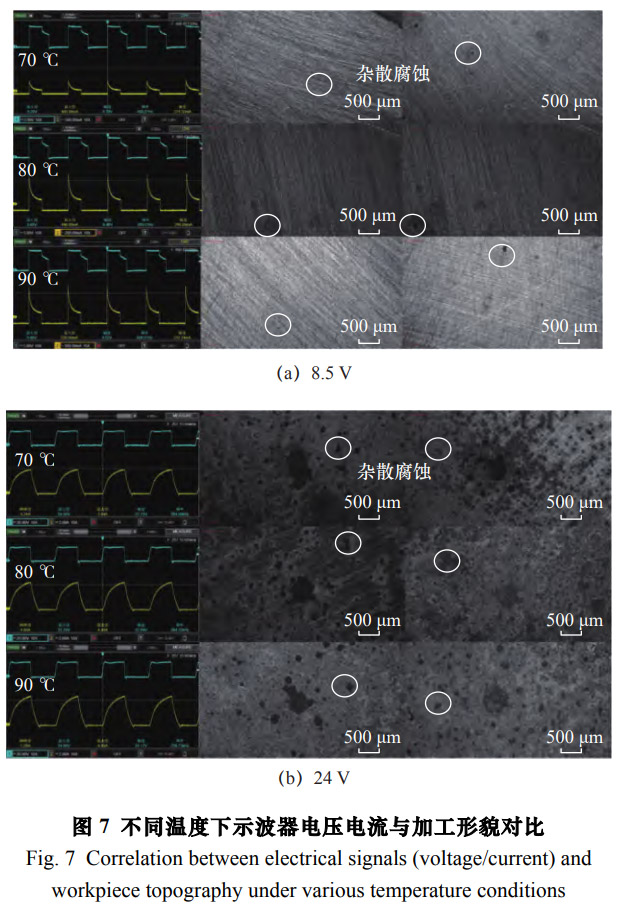
╗∙ė┌Ū░╩÷Š█Į╣ģ^ė“£žČ╚£y┴┐ĮY╣¹Ż¼▒ŠčąŠ┐═©▀^ųŪ─▄┐ž£žčbų├īóļŖĮŌę║Š½£╩╝ė¤ßų┴ŅAįO£žČ╚(70Īó80Īó90Īµ)Ż¼▓ó▓╔ė├▒Ē1╦∙┴ą╣ż╦ćģóöĄ¾wŽĄ▀Mąąī”▒╚īŹ“×ĪŻ╝ė╣ż▀^│╠ųą═¼▓Į▓╔ė├ļŖ┴„╠ĮŅ^īŹĢr▒O£yäėæBļŖ┴„ūā╗»ĪŻ╚ńłD7╦∙╩ŠŻ¼łD7aī”▒╚š╣╩Š┴╦70Īó80Īó90ĪµŚl╝■Ž┬╩®╝ė8.5V╝ė╣żļŖē║Ģrī”æ¬Ą─ļŖĮŌļŖē║/ļŖ┴„Ģrė“▓©ą╬╝░╬óĮYśŗą╬├▓╠žš„;łD7bŽĄĮy│╩¼F┴╦ŽÓ═¼£žČ╚╠▌Č╚Ž┬24V╝ė╣żļŖē║ī”æ¬Ą─ļŖē║ļŖ┴„▓©ą╬č▌╗»ęÄ┬╔╝░Ųõ▒Ē├µ╝ė╣żą╬├▓▓Ņ«ÉĪŻ
╚ńłD7╦∙╩ŠŻ¼īŹ“×ĮY╣¹▒Ē├„Ż¼ŲõųąļŖē║ļŖ┴„▓©ą╬łDųą╔ŽĘĮ├}ø_▓©ą╬×ķļŖē║▓©ą╬Ż¼Ž┬ĘĮ▓©ą╬×ķļŖ┴„▓©ą╬Ż¼ļŖĮŌę║£žČ╚╔²Ė▀ī¦ų┬¾wŽĄļŖ┴„’@ų°į÷┤¾Ż¼įō¼FŽ¾┼c╝╚ėą╬─½Ił¾Ą└Ą─ļŖ╗»īW╗ŅąįļS£žČ╚╠ß╔²Ą─ęÄ┬╔╬Ū║ŽĪŻ╔²£ž▀^│╠═¼▓ĮšT░l┴╦’@ų°Ą─ĘŪ╝ė╣żģ^ļs╔óļŖ┴„Ė»╬gŻ¼į┌8.5VĄ═ļŖē║╣żørŽ┬Ż¼ļm╚╗TC4Ōü║ŽĮ▒Ē├µ┐ņ╦┘ą╬│╔Ą─Ōg╗»─ż┐╔ūĶöÓ│ŻęÄ╚▄ĮŌ▀^│╠Ż¼Ą½ļŖĮŌę║¤ß╗Ņ╗»ą¦æ¬╚įĢ■į┌▓─┴ŽŠ¦Įń╗“▒Ē├µ╬ó╚▒Ž▌╠Äę²░lŠų▓┐³c╬g;Č°į┌24VĖ▀ļŖē║Śl╝■Ž┬Ż¼ļŖ┴„├▄Č╚╝▒äĪį÷╝ėų┬╩╣Ōg╗»─żō¶┤®Ż¼Ūęš¹¾wļŖĮŌę║£žČ╚Č╝╠Äė┌╗Ņ╗»ĀŅæBŻ¼ūŅĮKī¦ų┬ĘŪ╝ė╣żģ^░l╔·┤¾├µĘeļŖ╗»īWļs╔óĖ»╬gĪŻ
äėæBļŖ┴„č▌╗»ÖCųŲ▀Mę╗▓Į═©▀^╩Š▓©Ų„ą┼╠¢Ą├ęįĻU├„Ż¼Ą═ļŖē║╝ė╣żĢrŻ¼ī”æ¬łD7aųąļŖ┴„▓©ą╬Ż¼│§╩╝ļŖ┴„╦▓ķgį÷┤¾į┤ė┌Ōg╗»─ż╔ą╬┤ą╬│╔Ą─╦▓Ģr╗Ņąį╚▄ĮŌŻ¼ļS║¾ļŖ┴„╦ź£pī”æ¬Ōg╗»─ż╔·ķLī”ļŖĮŌ╝ė╣żĘ┤æ¬Ą─ęųųŲū„ė├Ż¼ę▓┐╔ęį└ĒĮŌ×ķį┌Ę┤æ¬╦▓ķgķ_╩╝ĢrŻ¼ļŖ┴„▀_ĄĮĘÕųĄ,Ą½ė╔ė┌Ōg╗»─ż┤µį┌,ļŖ┴„Ģ■ų▓ĮĮĄĄ═,═¼Ģr┐╔ęįė^▓ņĄĮļŖē║▓©ą╬Ą─ūā╗»Ż¼ī”ė┌ļŖē║▓©ą╬│÷¼F├„’@ā╔éĆļAČ╬Ż¼▀@╩Ūę“×ķ╬óąĪ╝ė╣żķgŽČĪóŌgąįļŖĮŌę║(Ž§╦ßŌc)╝░TC4Ōü║ŽĮ▓─┴Žį┌Ą╣┴ó╝ė╣żĀŅæBŽ┬Ż¼ÜŌ┼▌┼cļŖĮŌ«a╬’ĘeŠ█ī¦ų┬ķgŽČļŖūĶį÷┤¾Ż¼ę²ŲļŖē║Ž┬ĮĄ;Ė▀ļŖē║╣żørŽ┬Ż¼ļŖ┴„ŠÅ┬²╔Ž╔²ļAČ╬ätÜwę“ė┌ļŖśOļpļŖīėļŖ╚▌│õļŖ▀^│╠Ż¼ų▒ų┴▀_ĄĮō¶┤®ķōųĄ║¾ė|░l│ų└mĄ─Ļ¢śO╚▄ĮŌĘ┤æ¬ĪŻ▀@ĘNļŖ┴„╦▓æBĒææ¬┼c╝ė╣żą╬├▓╠žš„│╩¼Fć└Ė±ī”æ¬ĻPŽĄĪŻ
4.3 HIFU-ECM┼cECMī”▒╚
×ķī”▒╚Ė▀ÅŖČ╚Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣ż(HIFU-ECM)┼c│ŻęÄļŖĮŌ╝ė╣ż(ECM)į┌╝ė╣żą¦┬╩┼cą╬├▓╠žš„ĘĮ├µĄ─▓Ņ«ÉŻ¼▒ŠčąŠ┐▓╔ė├▒Ē1╦∙┴ąģóöĄķ_š╣╝ė╣żīŹ“ׯ¼▓ó└¹ė├ļŖūė’@╬óńR║═╝ż╣Ō╣▓Š█Į╣’@╬óńRī”╝ė╣ż║¾Ą─╣ż╝■▒Ē├µ▀Mąąė^£y┼c▒Ēš„ĪŻīŹ“×ĮY╣¹▒Ē├„Ż¼į┌│ŻęÄECM╣ż╦ćŽ┬Ż¼╦∙Ą├╬ó┐ėų▒ÅĮ╝s×ķ1000μmŻ¼╔ŅČ╚╝s×ķ100μm;Č°į┌HIFU▌oų·ļŖĮŌ╝ė╣żŚl╝■Ž┬Ż¼╬ó┐ėų▒ÅĮ£pąĪų┴╝s500μmŻ¼╔ŅČ╚į÷╝ėų┴150μmĪŻĮY╣¹▒Ē├„Ż¼Ė▀ÅŖČ╚Š█Į╣│¼┬ĢĄ─ę²╚ļ▓╗āH’@ų°╠ßĖ▀┴╦▓─┴Ž╚ź│²ą¦┬╩Ż¼▀Ć├„’@Ė─╔Ų┴╦╝ė╣żĄ─│▀┤ńŠ½Č╚ĪŻ
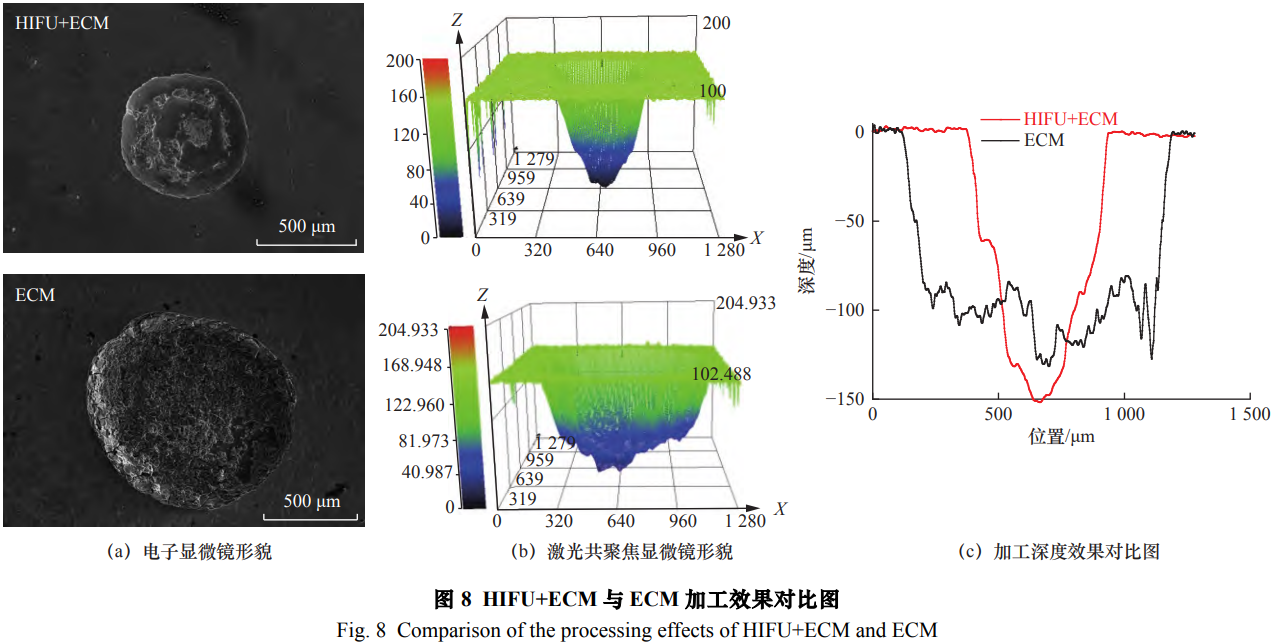
łD8Ą─╝ė╣żą╬├▓╝░Įž├µ▌å└¬ī”▒╚▒Ē├„Ż¼ŽÓ▌^ė┌│ŻęÄļŖĮŌ╝ė╣ż(ECM)Ż¼Ė▀ÅŖČ╚Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣ż(HIFU-ECM)į┌┐šķgČ©ė“ąį┼c▓─┴Ž╚ź│²╔ŅČ╚╔ŽŠ∙▒Ē¼F│÷’@ų°ā×ä▌ĪŻ▀@ĘNį÷굹¦æ¬į┤ė┌Š█Į╣│¼┬ĢĄ─┬Ģ¤ß±Ņ║ŽÖCųŲŻ¼ŲõĮ╣ė“ā╚Šų▓┐ļŖĮŌę║£žČ╚¾E╔²Ż¼┐╔╠ß╔²ļxūė▀węŲ┬╩▓óÅŖ╗»ļŖ╗»īW╗Ņąį;Č°Į╣ė“═Ōģ^ė“╚įŠS│ųĮ³│Ż£žĀŅæBŻ¼ė╔┤╦śŗĮ©│÷£žČ╚╠▌Č╚▀ģĮńĪŻįōĮ╣³cģ^ė“£žČ╚ł÷į┌į÷ÅŖ╗Ņąįģ^ė“▓─┴Ž╬g│²ą¦┬╩Ą─═¼ĢrŻ¼ėąą¦ęųųŲ┴╦ĘŪ╝ė╣żģ^Ą─ļs╔óļŖ┴„Ė»╬gŻ¼╩╣─▄┴┐╝»ųąū„ė├ė┌░ąŽ“╝ė╣żė“ĪŻ
į┌Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣ż▀^│╠ųąŻ¼┬Ģł÷Ż¼£žČ╚ł÷Ż¼┴„ł÷║═ļŖł÷Ą╚Č╝ī”īŹ“×▀Mąąū„ė├Ż¼Ųõųąį┌╝ė╣ż▀^│╠ųąŠ█Į╣│¼┬Ģ╦∙«a╔·Ą─┬Ģł÷ī”ė┌ÜŌ┼▌┼cļŖĮŌ«a╬’Ą─╚ź│²═¼śėŲĄĮį÷ęµū„ė├ĪŻī”ė┌▒Š╬─╠ĮŠ┐┬Ģ¤ßą¦æ¬ī”╝ė╣żĄ─ė░ĒæŻ¼Ė∙ō■┬ĢīWįŁ└Ēėŗ╦Ń│÷Ą─Į╣³c┤¾ąĪ▒╚īŹ“×ĮY╣¹╦∙Ą├ĄĮĄ─╬ó┐ė┬įąĪŻ¼šf├„į┌╝ė╣żģ^ė“£ž╔²Ą─į÷굹¦╣¹▓ó▓╗Ģ■ė░ĒæĘŪ╝ė╣żģ^ė“Ż¼ŪęĘŪ╝ė╣żģ^ė“╔·│╔Ą─Ōg╗»─ż┐╔ęį║▄║├ĄžęųųŲļs╔óĖ»╬gŻ¼Č°╝ė╣żģ^ė“═©▀^Šų▓┐£ž╔²ÅŖ╗»ļŖ╗»īW╗ŅąįŻ¼─▄ē“ėąą¦┤┘▀MĘ┤æ¬▀MąąŻ¼Å─Č°╠ßĖ▀▓─┴Ž╚ź│²ą¦┬╩ĪŻ
5ĪóĮYšZ
▒Š╬─ßśī”TC4Ōü║ŽĮļŖĮŌ╝ė╣żųąĄ─ūįŌg╗»╠žąįŻ¼äōą┬ąįĄžę²╚ļĖ▀ÅŖČ╚Š█Į╣│¼┬Ģ(HIFU)▌oų·╝╝ągŻ¼═©▀^Ųõ┬Ģ¤ßą¦æ¬╠ß╔²Šų▓┐ļŖĮŌę║╗ŅąįĪŻ╗∙ė┌COMSOL MultiphysicsČÓ╬’└Ēł÷±Ņ║ŽĘ┬šµ╝░ŽĄĮyĄ─īŹ“ד×ūCŻ¼Ą├│÷ęįŽ┬ĮYšō:
(1)öĄųĄĘ┬šµĮY╣¹(ē║┴”┬ĢīW-┴„¾w鄤߱Ņ║Ž─Żą═)▒Ē├„Ż¼Š█Į╣│¼┬Ģį┌Į╣ė“┐╔šTī¦’@ų°£ž╔²(Ī„T≈70Īµ)Ż¼Ūę£žČ╚ł÷│╩Ė▀Č╚┐šķgŠųė“╗»╠žš„ĪŻ╝t═Ō¤ß│╔Ž±┼cKą═¤ßļŖ┼╝īŹ£yöĄō■┼cĘ┬šµŅA£y┌ģä▌╬Ū║ŽŻ¼“×ūC┴╦┬Ģ¤ßą¦æ¬Ą─ļpųž╠žąįŻ¼£žČ╚ł÷┐šķg╝s╩°ąį┼cĖ▀─▄┴┐├▄Č╚╠žąįĪŻ
(2)īŹ“×öĄō■▒Ē├„Ż¼į┌8.5V┼c24V╝ė╣żļŖē║Ž┬Ż¼ļŖĮŌę║£žČ╚╔²Ė▀┐╔╠ß╔²¾wŽĄļxūėļŖī¦┬╩ĪŻ╚╗Č°Ż¼å╬╝āę└┐┐╚½ŠųļŖĮŌę║╔²£žĄ─▓▀┬į┤µį┌Ė∙▒ŠąįŠųŽ▐Ż¼ė╔ė┌TC4Ōü║ŽĮį┌ļŖ╗»īW╝ė╣ż▀^│╠ųąśOŲõ├¶ĖąĄ─╠žąįŻ¼¤ß╗Ņ╗»ū„ė├ŲŲē─Ōg╗»─żĘĆČ©ąįŻ¼ī¦ų┬ĘŪ╝ė╣żģ^ė“ļs╔óļŖ┴„Ė»╬g├µĘeöU┤¾Ż¼ūC├„įōĘĮĘ©ļyęį╝µŅÖ╝ė╣żą¦┬╩┼cą╬├▓Š½Č╚┐žųŲĪŻ
(3)▒Š╬─×ķ╠ßĖ▀╝ė╣żģ^ė“£žČ╚╠ß│÷┴╦ę╗ĘNą┬Ą─ĘĮĘ©Ż¼▓óį┌╝ė╣żŌgąįĮī┘▓─┴ŽųąŲĄĮ┴╦’@ų°ū„ė├ĪŻ╩╣ė├Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣żTC4Ōü║ŽĮ▓─┴ŽŻ¼į┌ŽÓ═¼ļŖĮŌ╝ė╣żģóöĄŽ┬Ż¼HIFU+ECMī”▒╚ECM╝ė╣żŠ½Č╚Ė³Ė▀Ż¼╝ė╣żą¦┬╩Ė³Ė▀ĪŻ
ģó┐╝╬─½I
[1]Åłš±ėŅ,ģŪ┐Ī,╦╬┐╦ĘÕ,Ą╚.Ōü║ŽĮ│¼╬ó╝Ü─źŽ„ųą─źŽ„┴”║═╝ė╣ż▒Ē├µ┘|┴┐Ą─蹊┐[J].ÖCąĄ╣ż│╠īWł¾,2022,58(15):75-91.
[2]Ū³╩ó╣┘,Ąį╦]┤T,Č╬│┐’L,Ą╚.TC4Ōü║ŽĮČ■ŠS│¼┬Ģš±äė▄掄ąį─▄蹊┐[J].▓─┴Žī¦ł¾,2023,37(22):181-189.
[3] KLOCKE F, ZEIS M, KLINK A, et al. Experimental research on the electrochemical machining of modern titanium-and nickel-based alloys for aero engine components[J].Procedia CIRP,2013,6:368-372.
[4] SAXENA K K, QIAN J, REYNAERTS D, et al. A review on process capabilities of electrochemical micromachining and its hybrid variants[J].International journal of machine tools and manufacture,2018,127:28-56.
[5]³SÅŖ.║Į┐šŌü║ŽĮ╝ė╣żĘĮĘ©╝░▒Ē├µ═Ļš¹ąį┐žųŲ╝╝ąg[J].Įī┘╝ė╣ż(└õ╝ė╣ż),2021(7):1-5.
[6] MOUNT A R, ELEY K L, CLIFTON D. Theoretical analysis of chronoamperometric transients in electrochemical machining and characterization of titanium 6/4 and Inconel 718 alloys[J]. Journal of applied electrochemistry,2000,30:447-455.
[7]LIH S, GAO C P, WANG G Q, et al. A study of electrochemical machining of Ti-6Al-4V in NaNO3 solution[J]. Scientific reports, 2016, 6:35013.
[8]CHEN X L,XUH S,HOU Z Y. Electrochemical micromachining of micro-dimple arrays on the surface of Ti-6Al-4V with NaNO3 electrolyte[J].International journal of advanced manufacturing technology,2016,88(1):1-10.
[9]CHEN X Z, XU Z Y, ZHU D, et al. Experimental research on electrochemical machining of titanium alloy Ti60 for a bisk[J]. Chinese journal of aeronautics,2015,29(1):274-282.
[10]ĖČņ│,║·ć°ė±,ÅłĻ╔Ļ╔,Ą╚.TC4Ōü║ŽĮČ╠ļŖ╗ĪŃ@┐ū╣ż╦ćąį─▄蹊┐[J].ųŲįņ╝╝ąg┼cÖC┤▓,2024(6):25-32.
[11]║·ć°ė±Ż¼═§╝ę║└Ż¼ų▄Į©ŲĮŻ¼Ą╚.ļŖį┤ŅÉą═ī”Č╠ļŖ╗Ī-ļŖ╗»īWÅ═║Ž╝ė╣żĘ┼ļŖ░╝┐ėė░Ēæ蹊┐[J].ųŲįņ╝╝ąg┼cÖC┤▓,2024(1):41-47.
[12]THANIGAIVELAN R,ARUNACHALAM R M,KUMAR M,et al.Performance of electrochemical micromachining of copper through infrared heated electrolyte[J]. Materials and manufacturing processes,2018,33(4):383-389.
[13]DIKUSAR A I, LIKRIZON E A, DIKUSAR G K, High-rate pulsed galvanostatic anodic dissolution of chromium-nickel steels in electrolytes for electrochemical machining: the role of surface temperature[J]. Surface engineering,2021,57:10-18.
[14]LIU W D,AO S S, LI Y,et al, Jet electrochemical machining of TB6 titanium alloy[J]. International journal of machine tools and manufac-ture,2017,90:2397-2409.
[15]CHEN X L,QUN S,HOU Z B, Electrochemical micromachining of micro-dimple arrays on the surface of Ti-6Al-4V with NaNO3 electrol-yte[J].Scientific reports,2017,88:565-574.
[16]LIU Y, QU N S. Experimental and numerical investigations of reducing stray corrosion and improving surface smooth in macro electrolyte jet machining titanium alloys[J]. Journal of the electrochemical society,2020,167(8):083502.
[17]PAUL L,KURIAN D G.Effects of preheating electrolyte in micro ECDM process[J].Materials today:proceedings,2018,5(5):11882-11887.
[18]±R╩└║š.Ė▀ÅŖČ╚Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣ż╝╝ąg蹊┐[D].ÅVų▌:ÅV¢|╣żśI┤¾īW,2022.
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║Ė▀ÅŖČ╚Š█Į╣│¼┬Ģ▌oų·ļŖĮŌ╝ė╣żTC4Ōü║ŽĮ┬Ģ¤ßą¦æ¬ė░Ēæ蹊┐_ŚŅ╗█┘tŻ®
tagś╦║×:TC4Ōü║ŽĮ,ūįŌg╗»╠žąį,╝ė╣żŲ┐Ņi