



├µŽ“║Į┐šŠ½├▄śŗ(g©░u)╝■Ą─100”╠mTC4Ōü║ŽĮ│¼▒Ī░Õ├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė╣ż╦ćā×(y©Łu)╗»Ī¬Ī¬ę└═ąĄ═ŲĮŠ∙¤ß▌ö╚ļ¤o(w©▓)╠Ņ│õī”(du©¼)Įė║ĖĘĮ░ĖŻ¼ā×(y©Łu)▀x├}ø_Ņl┬╩┼c╗∙ųĄļŖ┴„Ųź┼õģ^(q©▒)ķgŻ¼īŹ(sh©¬)¼F(xi©żn)å╬├µ║Ėļp├µ│╔ą╬Ż¼├„┤_▓╗═¼╣ż╦ćŽ┬║Ė┐pą╬├▓┼cĮėŅ^’@╬óĮY(ji©”)śŗ(g©░u)▀m┼õęÄ(gu©®)┬╔
░l(f©Ī)▓╝╚šŲ┌Ż║2026-2-5 22:58:31
TC4Ōü║ŽĮ╩ŪĄõą═Ą─α+βą═ļpŽÓŌü║ŽĮŻ¼į┌║Į ┐š╣żśI(y©©)ųą│Żė├ė┌ųžę¬▓┐╬╗Ą─ĮY(ji©”)śŗ(g©░u)╝■[1-2] ĪŻ║ĖĮė╩ŪŌü║Ž ĮĮY(ji©”)śŗ(g©░u)╝■ųŲįņ▀^(gu©░)│╠ųą▓╗┐╔▒▄├ŌĄ─╝ė╣ż╩ųČ╬Ż¼─┐Ū░ TC4Ōü║ŽĮĄ─│Żė├║ĖĮėĘĮĘ©ų„ę¬ėąTIG║ĖĪóļŖūė╩° ║ĖĪó╬ó╩°Ą╚ļxūė╗Ī║Ė║═╝ż╣Ō║ĖĄ╚║ĖĮėĘĮĘ©[3-4] ĪŻĘČņV ┐ĄĄ╚[5] └¹ė├ļŖūė╩°═Ļ│╔┴╦1.2mm║±TC4▒Ī░Õ║ĖĮėŻ¼ Ą├ĄĮ┴╦¤o(w©▓)╚█║Ž╚▒Ž▌Ą─║Ė┐pŻ¼║ĖĮėĮėŅ^└Ł╔ņÅŖ(qi©óng)Č╚▒╚─Ė ▓─Ė▀ĪŻĻP(gu©Īn)õhĄ╚[6] ╩╣ė├╝ż╣Ō║ĖīŹ(sh©¬)¼F(xi©żn)1mm║±TC4▒Ī░Õ║Ė ĮėŻ¼Ą├ĄĮ┴╦│╔ą╬Š∙ä“Ūę┘|(zh©¼)┴┐┴╝║├Ą─║Ė┐pĪŻŽÓ▌^ė┌Ųõ ╦¹Ė▀─▄╩°║ĖĮėĘĮĘ©Ż¼╬ó╩°Ą╚ļxūė╗Ī║ĖŠ▀ėąļŖ╗ĪĘĆ(w©¦n)Č© ąį║├Īó║ĖĮėūāą╬ąĪĄ╚ā×(y©Łu)³c(di©Żn)[7] Ż¼│Żė├ė┌║ĖĮė│¼▒ĪĮī┘śŗ(g©░u) ╝■ĪŻ║╬Į©Ų╝Ą╚[8]蹊┐░l(f©Ī)¼F(xi©żn)Ż¼├}ø_╬ó╩°Ą╚ļxūė╗Ī║ĖŻ©pulsedmico-plasmaarcweldingŻ¼P-MPAWŻ®ę“ŲõŲĮŠ∙ ¤ß▌ö╚ļĄ═Īó╚█│ž?c©ói)ć░Ķū„ė├║├Īó║ĖĮė┴č╝yāAŽ“ąĪĄ╚╠ž³c(di©Żn) Ė³ėą└¹ė┌│¼▒Ī░Õ║ĖĮėĪŻ
─┐Ū░TC4Ōü║ŽĮ▒Ī░ÕĪóųą║±░Õęį╝░╣▄▓─Ą─║ĖĮė æ¬(y©®ng)ė├┼c║ĖĮėöĄ(sh©┤)ųĄ─ŻöMŠ∙ėą▓╗╔┘蹊┐ł¾(b©żo)Ą└Ż¼Ą½į┌░Õ║± ąĪė┌200μmĄ─TC4│¼▒Ī░Õ║ĖĮėŅI(l©½ng)ė“Ż¼ģs§rėą╚╦čą Š┐ĪŻę“┤╦▒Š╬─▀\(y©┤n)ė├P-MPAW╝╝ąg(sh©┤)蹊┐100μm║±Ōü ║ŽĮ│¼▒Ī░ÕĄ─║ĖĮė╣ż╦ćŻ¼╠Į╦„╗∙ųĄļŖ┴„║═├}ø_Ņl┬╩ ī”(du©¼)║Ė┐p│╔ą╬Ą─ė░ĒæĪŻį┌┤╦╗∙ĄA(ch©│)╔ŽŻ¼╩╣ė├ėąŽ▐į¬Ęų╬÷▄ø ╝■─ŻöM▓╗═¼├}ø_ģóöĄ(sh©┤)Ž┬Ą─║ĖĮė▀^(gu©░)│╠Ż¼ī”(du©¼)▒╚▓╗═¼╗∙ųĄ ļŖ┴„║═Ņl┬╩ŪķørŽ┬Ą─įć“×(y©żn)║Ė┐p│╔ą╬║═─ŻöM║Ė┐p│╔ ą╬Ż¼Įę╩Š100μm║±Ōü║ŽĮ│¼▒Ī░Õ├}ø_╬ó╩°Ą╚ļxūė ╗Ī║Ė║ĖĮėÖC(j©®)└ĒĪŻ
1Īóįć“×(y©żn)▓─┴Ž┼cĘĮĘ©
1.1įć“×(y©żn)▓─┴Ž
╦∙ė├▓─┴Ž×ķ TC4(Ti-6Al-4V)Ōü║ŽĮ,Ųõų„ę¬╗»īW(xu©”)│╔ĘųęŖ(ji©żn)▒Ē 1,¤ß╬’└ĒģóöĄ(sh©┤)ęŖ(ji©żn)▒Ē 2ĪŻ▀x╚Īįćśė│▀┤ń×ķ 100 mm50mm0.1mmĄ─ TC4Ōü║ŽĮ│¼▒Ī░Õ×ķ蹊┐ī”(du©¼)Ž¾ĪŻ
▒Ē 1 TC4Ōü║ŽĮĄ─ų„ę¬╗»īW(xu©”)│╔Ęų(┘|(zh©¼)┴┐Ęų?j©½n)?sh©┤),%)
Tab. 1 Main chemical composition of TC4 titanium alloy(wt%)
| Al | V | C | H | Fe | O | N | Ti |
| 6.75 | 4.5 | ≤0.08 | ≤0.015 | ≤0.30 | ≤0.20 | ≤0.05 | ėÓ┴┐ |
▒Ē 2 TC4Ōü║ŽĮĄ─¤ß╬’└ĒģóöĄ(sh©┤)
Tab. 2 Thermophysical parameters of TC4 titanium alloy
| ╚█╗» £žČ╚/K | š¶░l(f©Ī) £žČ╚/K | ├▄Č╚ / (kg ⋅ m −3) | ¤ßī¦(d©Żo)┬╩ / (W ⋅ m −1 ⋅ K −1) | ╚█╗»Øō¤ß / (J ⋅ kg −1) |
| 1878 | 3591 | 4500 | 5.8 | 390000 |
1.2║ĖĮėĘĮĘ©
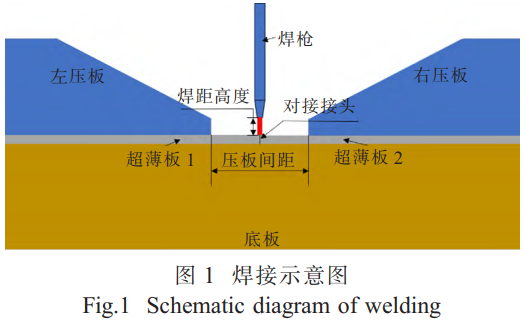
▒Šįć“×(y©żn)ė├├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė,╦∙ė├║ĖÖC(j©®)×ķPLASMAFIX51║ĖÖC(j©®),║ĖĮė╩ŠęŌłD╚ńłD 1╦∙╩ŠĪŻ║ĖĮė│¼▒Ī░ÕĢr(sh©¬)▓╔ė├ī”(du©¼)ĮėĄ─║ĖĮėĮėŅ^ą╬╩Į,╣ż╝■čb┼õģóöĄ(sh©┤):ē║░Õ▀ģŠēŠÓī”(du©¼)ĮėŠĆ1mmĪŻ║ĖĮėĢr(sh©¬)¤o(w©▓)║ĖĮz╠Ņ│õŻ¼╣╠Č©║ĖĮėģóöĄ(sh©┤):µu░¶ų▒ÅĮ1.0mmĪóćŖūņ┐ūÅĮ1.2mmĪóµu░¶ā╚(n©©i)┐s┴┐ 2.0mmĪóļxūėÜŌ¾w║═▒Żūo(h©┤)ÜŌ¾wŠ∙▓╔ė├Ė▀╝āÜÕÜŌ,┴„┴┐Ęųäe×ķ 0.35║═ 2.5 L/minĪó║ĖśīĖ▀Č╚ 1.5 mmĪó║ĖĮė╦┘Č╚ 4.5mm/sĪŻ
į┌▒Ż│ųŲĮŠ∙ļŖ┴„║ŃČ©×ķ 2AĄ─ŪķørŽ┬,▒Š╬─įO(sh©©)ų├┴╦ 24ĮM├}ø_ģóöĄ(sh©┤),├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė║ĖĮėģóöĄ(sh©┤)ęŖ(ji©żn)▒Ē 3ĪŻ├}ø_ļŖ┴„Ą─ŲĮŠ∙ųĄėŗ(j©¼)╦Ń [8]:

╩Įųą: I×ķŲĮŠ∙ļŖ┴„; I p ×ķĘÕųĄļŖ┴„; I b ×ķ╗∙ųĄļŖ┴„; t p ×ķĘÕųĄ│ų└m(x©┤)Ģr(sh©¬)ķg; t b ×ķ╗∙ųĄļŖ┴„ū„ė├Ģr(sh©¬)ķg; t×ķ├}ø_ų▄Ų┌ĪŻ
▒Ē 3├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė║ĖĮėģóöĄ(sh©┤)
Tab. 3 Welding parameters of pulsed microbeam plasma arc welding
| š╝┐š▒╚(%) | Ņl┬╩/Hz | ╗∙ųĄļŖ┴„/A | ĘÕųĄļŖ┴„/A |
| 30 | 25Īó100Īó200 | 0.8 | 4.8 |
| 1.1 | 4.1 | ||
| 1.4 | 3.4 | ||
| 1.7 | 2.7 | ||
| 50 | 25Īó100Īó200 | 0.8 | 3.2 |
| 1.1 | 2.9 | ||
| 1.4 | 2.6 | ||
| 1.7 | 2.3 |
1.3▒Ēš„ĘĮĘ©
║ĖĮė═Ļ│╔║¾,į┌╣ŌīW(xu©”)’@╬óńR║═╝ż╣Ō╣▓Š█Į╣Æ▀├Ķ’@╬óńRŽ┬ė^▓ņ║Ė┐pą╬├▓,╚╗║¾╝¶ĄČŪą╚Īįćśė,▓óė├└õĶéŪČųŲū„ĮŽÓįćśė,ĮŽÓįćśė│▀┤ń×ķ 12mm5mmĪŻ▓╔ė├ 600 # ∼ 2000 #Ą─╔░╝łī”(du©¼)ĮŽÓįćśė▀M(j©¼n)ąą┤“─ź,Ęųäeė├ 2.5μm║═ 1.5μmÆü╣ŌĖÓī”(du©¼)ĮŽÓįćśė▀M(j©¼n)ąąÆü╣ŌĪŻ╩╣ė├ Kellerįćä®ī”(du©¼)ĮŽÓįćśė▀M(j©¼n)ąąĖ»╬g,ø_Ž┤║¾┤ĄĖ╔,╚╗║¾į┌╣ŌīW(xu©”)’@╬óńR VHX-5000Ž┬ė^▓ņ║ĖĮėĮėŅ^ĮM┐Śą╬├▓ĪŻ
1.4ėąŽ▐į¬Ęų╬÷ĘĮĘ©
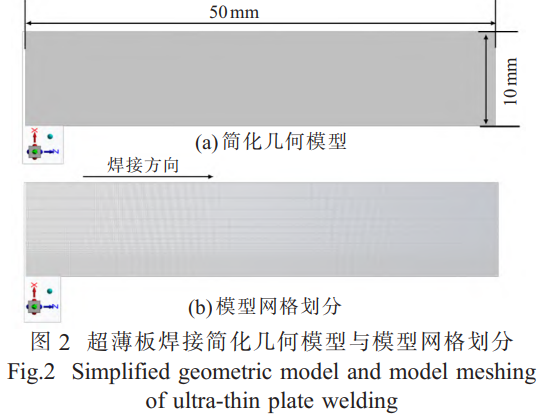
└¹ė├ ANSYSFLUENT▄ø╝■Į©─Ż─ŻöM║ĖĮė▀^(gu©░)│╠,¤ßį┤×ķĖ▀╦╣¤ßį┤ [9],▀ģĮńŚl╝■įO(sh©©)×ķūį╚╗ī”(du©¼)┴„ĪŻłD 2×ķ═¼ĘN▓─┴Ž│¼▒Ī░Õ║ĖĮė║å(ji©Żn)╗»Äū║╬─Żą═┼c─Żą═ŠW(w©Żng)Ė±äØĘųĪŻ100μm║±TC4│¼▒Ī░ÕP-MPAW║ĖĮėĢr(sh©¬)Ż¼╚ńłD1╦∙╩ŠĄ─░Õ▓─═Ō▓┐ėą╣żčbŖAŠ▀Ż¼╚ń╣¹░┤ššīŹ(sh©¬)ļH║ĖĮėŚl╝■Į©─Żīóį÷╝ėöĄ(sh©┤)ųĄėŗ(j©¼)╦ŃĢr(sh©¬)ķg║═ė░ĒæĮY(ji©”)╣¹Ą─£╩(zh©│n)┤_ąį,ę“┤╦īó╚²ŠSÄū║╬─Żą═║å(ji©Żn)╗»(łD2(a)),║å(ji©Żn)╗»║¾Ą─│¼▒Ī░Õ│▀┤ń×ķ50mmx10mmx0.1mmĪŻ─Żą═ŠW(w©Żng)Ė±äØĘų╩╣ė├┴∙├µ¾wŠW(w©Żng)Ė±äØĘųĘ©(łD2(b)),▓╔╚Ī║Ė┐pųąą─ĖĮĮ³2mmā╚(n©©i)ŠW(w©Żng)Ė±├▄╝»,░Õ║±ĘĮŽ“┼c║ĖĮėĘĮŽ“ŠW(w©Żng)Ė±┤¾ąĪŠ∙×ķ0.1 mm,▀h(yu©Żn)ļx║Ė┐pųąą─ģ^(q©▒)ė“ŠW(w©Żng)Ė±┤¾ąĪŠ∙ä“▀fį÷Ą─įŁätŻ¼ūŅ▀h(yu©Żn)Č╦ŠW(w©Żng)Ė±┤¾ąĪ×ķ0.8mm,┐éŠW(w©Żng)Ė±öĄ(sh©┤)┴┐×ķ17500ĪŻ
2Īóįć“×(y©żn)ĮY(ji©”)╣¹╝░ėæšō
2.1║Ļė^║Ė┐p│╔ą╬╠žš„
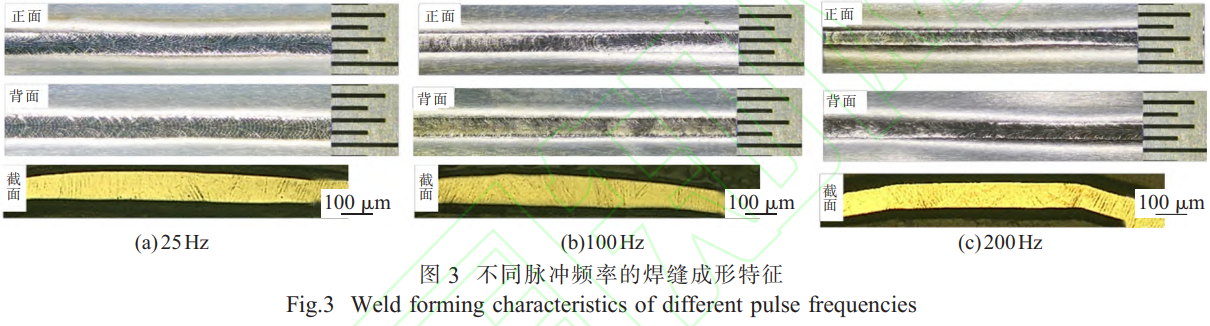
100μm║±TC4Ōü║ŽĮ│¼▒Ī░ÕP-MPAWį┌š╝┐š▒╚30%Īó╗∙ųĄļŖ┴„0.8AĢr(sh©¬),▓╗═¼├}ø_Ņl┬╩Ą─║Ė┐p│╔ą╬╠žš„╚ńłD3╦∙╩ŠĪŻĮY(ji©”)╣¹▒Ē├„Ż¼P-MPAWīŹ(sh©¬)¼F(xi©żn)┴╦▓╗═¼├}ø_ģóöĄ(sh©┤)Ž┬100μm║±TC4Ōü║ŽĮ│¼▒Ī░ÕĄ─å╬├µ║Ėļp├µ│╔ą╬╣ż╦ćŻ¼Č°Ūę║Ė┐p│╔ą╬ę╗ų┬ąį┴╝║├ĪŻ«ö(d©Īng)├}ø_Ņl┬╩×ķ25HzĢr(sh©¬)Ż¼║Ė┐p│╩¼F(xi©żn)×ķ¶~(y©▓)„[ĀŅŻ¼ŪęŠ∙ä“▀B└m(x©┤)╬┤│÷¼F(xi©żn)ÜŌ┐ūĪó┴č╝yĄ╚║ĖĮė╚▒Ž▌;«ö(d©Īng)├}ø_Ņl┬╩Ęųäe×ķ100Īó200HzĢr(sh©¬)Ż¼║Ė┐pŠ∙│╩¼F(xi©żn)×ķ╣Ō╗¼▀B└m(x©┤)║Ė┐pĪŻ«ö(d©Īng)├}ø_Ņl┬╩į÷┤¾Ģr(sh©¬)į┌╬ó╩°Ą╚ļxūė╗ĪĄ─Ė▀Ņlē║┐s╠žąįĄ─ū„ė├Ž┬,╩╣Ą├║Ė┐pūāšŁ,ę“┤╦├}ø_Ņl┬╩×ķ200HzĢr(sh©¬)║Ė┐pš²├µ┼c▒│├µīÆČ╚ŽÓ▌^ė┌├}ø_Ņl┬╩×ķ25Īó100HzĢr(sh©¬)Ą─Ė³šŁŻ¼║Ė┐pĮž├µīÆČ╚ę▓Ė³ąĪĪŻ
2.2├}ø_ģóöĄ(sh©┤)ī”(du©¼)║Ė┐p│╔ą╬Ą─ė░Ēæ
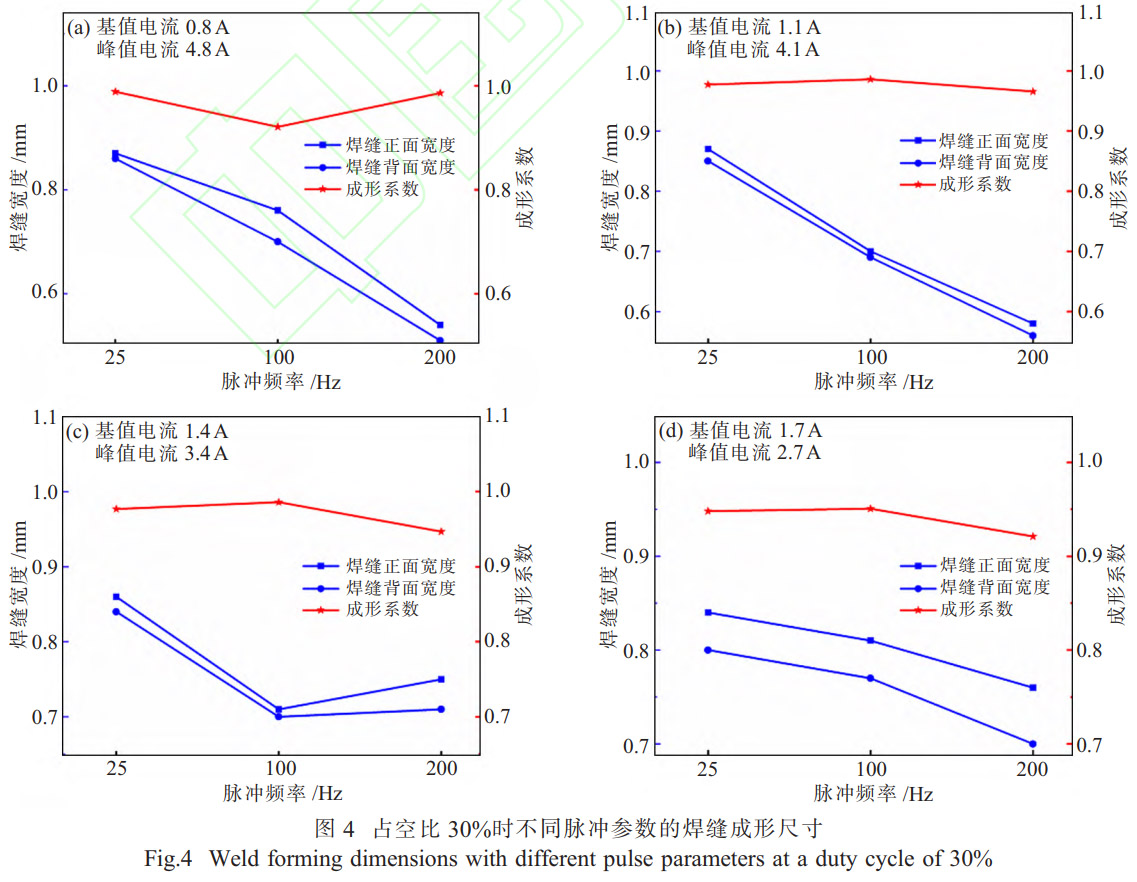
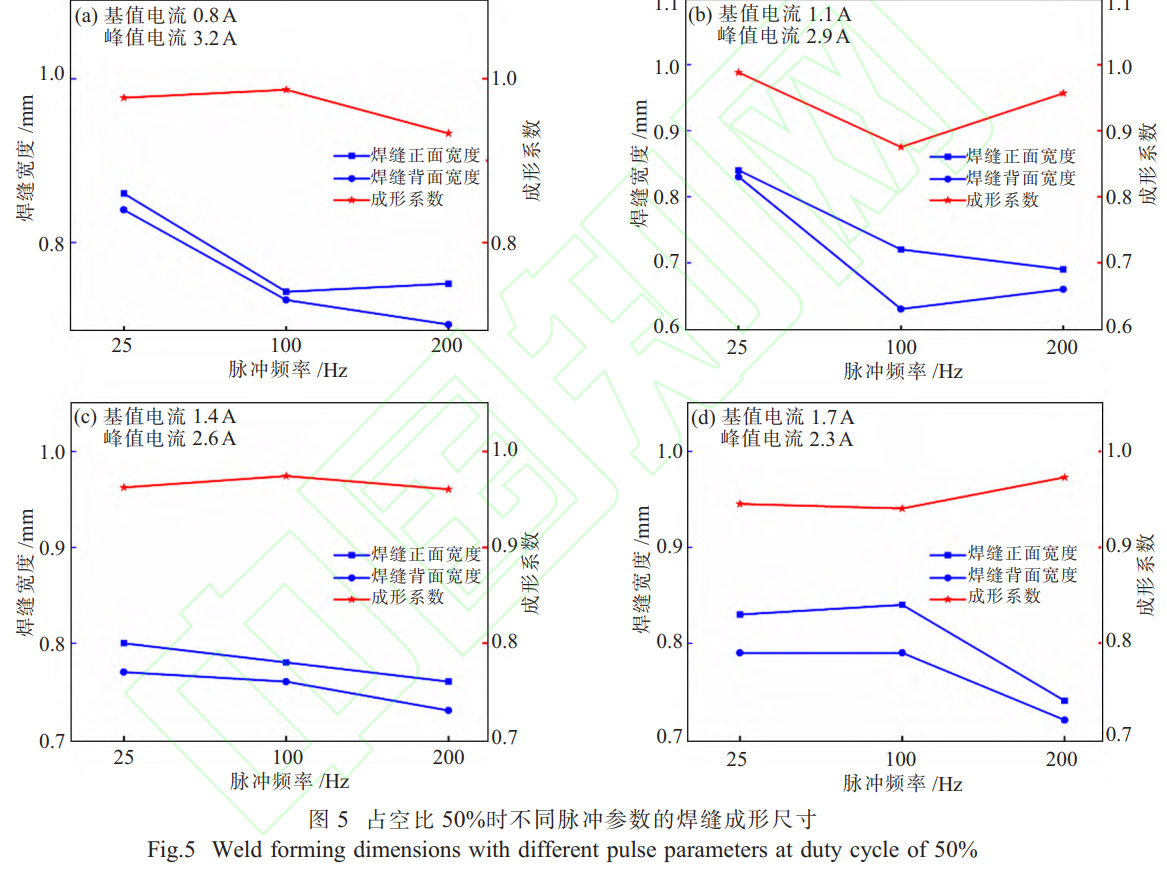
łD4×ķš╝┐š▒╚30%Ģr(sh©¬)▓╗═¼├}ø_ģóöĄ(sh©┤)Ą─║Ė┐p│╔ą╬│▀┤ńĪŻĮY(ji©”)╣¹▒Ē├„Ż¼į┌ŲĮŠ∙ļŖ┴„╣╠Č©×ķ2AĪóš╝┐š▒╚30%Ģr(sh©¬)Ż¼▓╗═¼├}ø_ģóöĄ(sh©┤)Ž┬Ż¼║Ė┐pš²├µīÆČ╚┤¾ė┌║Ė┐p▒│├µīÆČ╚,║Ė┐p│╔ą╬ŽĄöĄ(sh©┤)┌ģĮ³,║Ė┐p│╔ą╬ĘĆ(w©¦n)Č©;ļSų°╗∙ųĄļŖ┴„Ą─į÷┤¾Ż¼║Ė┐pīÆČ╚ų▓ĮūāąĪŻ¼Ą½ūā╗»┌ģä▌(sh©¼)ėą╦∙£pąĪ;ļSų°├}ø_Ņl┬╩Ą─į÷┤¾Ż¼║Ė┐pīÆČ╚ų▓ĮūāąĪĪŻŲõįŁę“╩Ū«ö(d©Īng)ŲĮŠ∙ļŖ┴„Īóš╝┐š▒╚║═╗∙ųĄļŖ┴„▒Ż│ų▓╗ūāĄ─ŪķørŽ┬Ż¼«ö(d©Īng)├}ø_Ņl┬╩į÷┤¾Ģr(sh©¬)Ż¼į┌╬ó╩°ļxūė╗Ī║ĖĄ─Ė▀Ņlē║┐s╠žąįū„ė├Ž┬Ż¼Ą╚ļxūė╩°ūā╝Ü(x©¼)Å─Č°╩╣Ą├║Ė┐pīÆČ╚ūāšŁĪŻ
łD5×ķš╝┐š▒╚50%Ģr(sh©¬)▓╗═¼├}ø_ģóöĄ(sh©┤)Ą─║Ė┐p│╔ą╬│▀┤ńĪŻĮY(ji©”)╣¹▒Ē├„Ż¼į┌ŲĮŠ∙ļŖ┴„╣╠Č©▓╗ūā?y©Łu)?AĪóš╝┐š▒╚50%Ģr(sh©¬)Ż¼▓╗═¼├}ø_ģóöĄ(sh©┤)Ž┬Ż¼║Ė┐pš²├µīÆČ╚┤¾ė┌║Ė┐p▒│├µīÆČ╚,║Ė┐p│╔ą╬ŽĄöĄ(sh©┤)┌ģĮ³,║Ė┐p│╔ą╬ĘĆ(w©¦n)Č©;ļSų°╗∙ųĄļŖ┴„Ą─į÷┤¾Ż¼║Ė┐pīÆČ╚ų▓ĮūāąĪ;ļSų°├}ø_Ņl┬╩Ą─į÷┤¾Ż¼║Ė┐pīÆČ╚ų▓ĮūāąĪĪŻį┌ŲĮŠ∙ļŖ┴„ŽÓ═¼Īóš╝┐š▒╚▓╗ūāĄ─ŪķørŽ┬Ż¼š╝┐š▒╚×ķ30%Ģr(sh©¬)Ą─║Ė┐pīÆČ╚┤¾ė┌š╝┐š▒╚×ķ50%Ģr(sh©¬)Ą─║Ė┐pīÆČ╚Ż¼ŲõįŁę“╩Ū«ö(d©Īng)ŲĮŠ∙ļŖ┴„Īóš╝┐š▒╚Īó╗∙ųĄļŖ┴„Īó├}ø_Ņl┬╩▓╗ūāĄ─ŪķørŽ┬Ż¼š╝┐š▒╚30%Ģr(sh©¬)Ą─ĘÕųĄļŖ┴„┤¾ė┌š╝┐š▒╚50%Ģr(sh©¬)Ą─ĘÕųĄļŖ┴„Ż¼ĘÕųĄļŖ┴„įĮ┤¾Ż¼ļŖ╗Ī─▄┴┐╝»ųąŻ¼ļŖ╗Ī┴”įĮ┤¾Ż¼╚█╔Ņ║═╚█īÆį÷╝ėŻ¼ę“┤╦║Ė┐pīÆČ╚į÷┤¾ĪŻ
2.3║ĖĮė£žČ╚ł÷(ch©Żng)Ęų╬÷
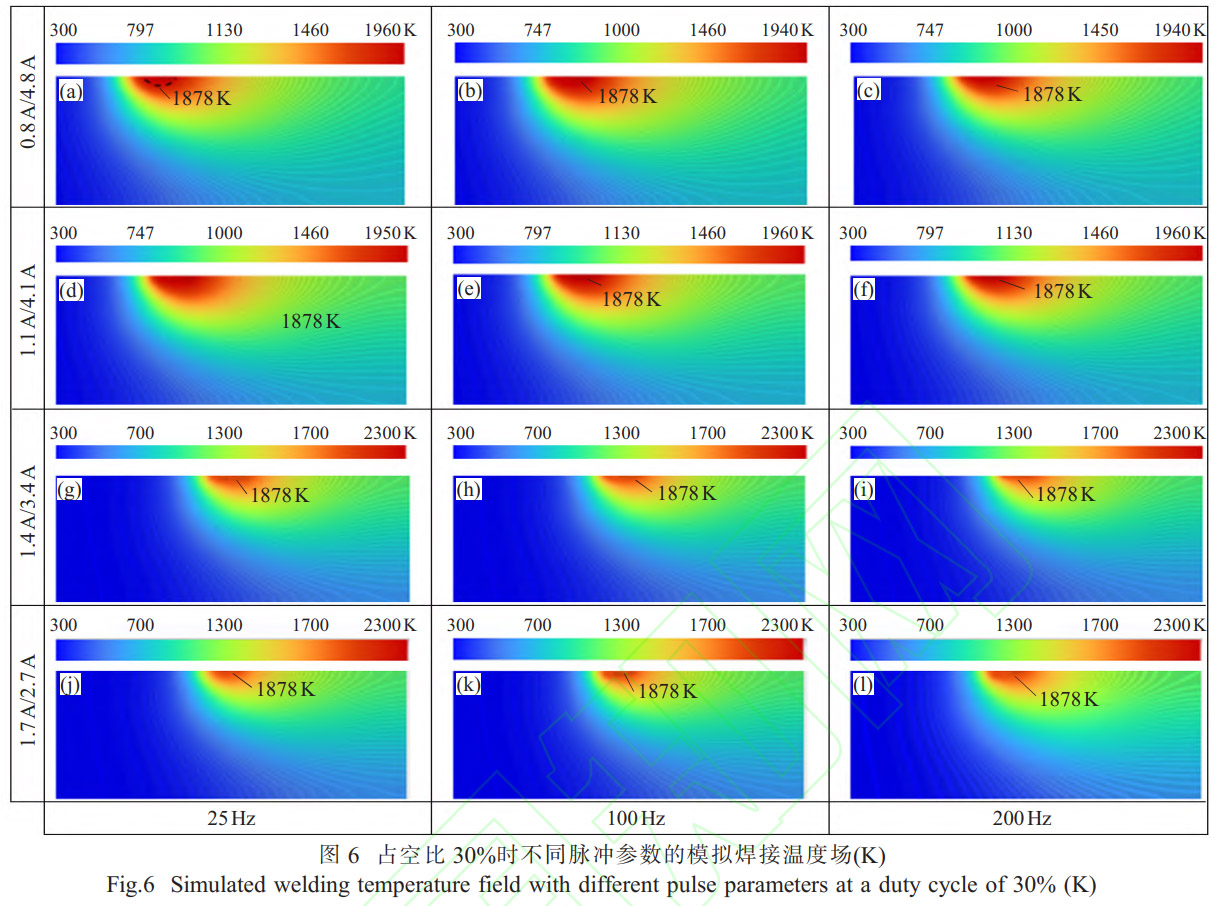
łD6×ķš╝┐š▒╚30%Ģr(sh©¬)▓╗═¼├}ø_ģóöĄ(sh©┤)Ą──ŻöM║ĖĮė£žČ╚ł÷(ch©Żng)ĪŻłD6(a)~(c)Ęųäe×ķš╝┐š▒╚30%Īó╗∙ųĄļŖ┴„0.8A▓╗ūāĢr(sh©¬)Ż¼├}ø_Ņl┬╩Ęųäe×ķ25Īó100Īó200HzĢr(sh©¬)Ą──ŻöM║ĖĮė£žČ╚ł÷(ch©Żng),łD6(a)Īó(d)Īó(g)Īó(j)Ęųäe×ķš╝┐š▒╚30%Īó├}ø_Ņl┬╩25Hz▓╗ūāĢr(sh©¬)Ż¼╗∙ųĄļŖ┴„ī”(du©¼)æ¬(y©®ng)×ķ0.8Īó1.1Īó1.4║═1.7AĢr(sh©¬)Ą──ŻöM║ĖĮė£žČ╚ł÷(ch©Żng)ĪŻĮY(ji©”)╣¹▒Ē├„,«ö(d©Īng)š╝┐š▒╚║═╗∙ųĄļŖ┴„▒Ż│ų▓╗ūāĄ─ŪķørŽ┬,ļSų°├}ø_Ņl┬╩Ą─į÷┤¾Ż¼Ė▀ė┌TC4Ōü║ŽĮ╚█³c(di©Żn)(1878K)Ą─£žČ╚ł÷(ch©Żng)├µĘeėą╦∙£pąĪ;«ö(d©Īng)š╝┐š▒╚║═├}ø_Ņl┬╩▒Ż│ų▓╗ūāĄ─ŪķørŽ┬Ż¼ļSų°╗∙ųĄļŖ┴„Ą─į÷┤¾Ż¼Ė▀ė┌TC4Ōü║ŽĮ╚█³c(di©Żn)Ą─£žČ╚ł÷(ch©Żng)├µĘeęÓėą╦∙£pąĪĪŻį┌─ŻöMš¹éĆ(g©©)║ĖĮė▀^(gu©░)│╠ųą░l(f©Ī)¼F(xi©żn)Ż¼║ĖĮė£žČ╚ł÷(ch©Żng)Å─ĘĆ(w©¦n)æB(t©żi)ĄĮĘŪĘĆ(w©¦n)æB(t©żi)į┘▀^(gu©░)Č╔ĄĮĘĆ(w©¦n)æB(t©żi),─ŻöM║ĖĮė£žČ╚ł÷(ch©Żng)¤ßį┤ĖĮĮ³£žČ╚ūŅĖ▀,▀h(yu©Żn)ļx¤ßį┤,£žČ╚ųØuĮĄĄ═Ż¼¤ßį┤š²Ū░ĘĮĄ╚£žŠĆ├▄╝»ĪŻšf(shu©Ł)├„įōģ^(q©▒)ė“£žČ╚╠▌Č╚▌^┤¾Ż¼¤ßį┤║¾ĘĮą╬│╔ėąÕń╬▓ĀŅ£žČ╚ł÷(ch©Żng)Ż¼£žČ╚╠▌Č╚▌^ąĪ,ę“┤╦Ą╚£žŠĆ▌^×ķĘų╔óĪŻ
2.4įć“×(y©żn)┼c─ŻöMĮY(ji©”)╣¹ī”(du©¼)▒╚Ęų╬÷
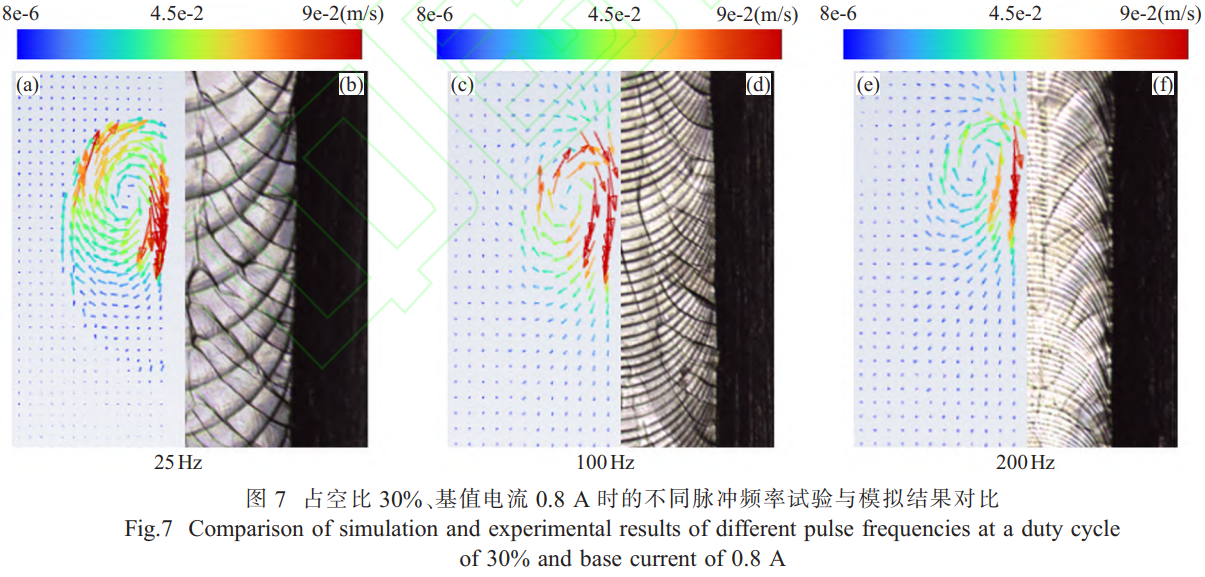
łD7×ķš╝┐š▒╚30%Īó╗∙ųĄļŖ┴„0.8AĢr(sh©¬)Ą─▓╗═¼├}ø_Ņl┬╩įć“×(y©żn)┼c─ŻöMĮY(ji©”)╣¹ī”(du©¼)▒╚ĪŻĪŻŲõųąłD7(a)Īó(c)Īó(e)Ęųäe×ķ├}ø_Ņl┬╩×ķ25Īó100Īó200HzĢr(sh©¬)öĄ(sh©┤)ųĄ─ŻöM║ĖĮė╚█│ž┴„ł÷(ch©Żng);łD7(b)Īó(d)Īó(f)Ęųäe×ķ├}ø_Ņl┬╩×ķ25Īó100Īó200HzĢr(sh©¬)Ż¼╣▓Š█Į╣’@╬óńRė^▓ņĄĮĄ─║Ė┐pą╬├▓ĪŻĮY(ji©”)╣¹▒Ē├„,╚█│ž┴„ł÷(ch©Żng)š¹¾w│╩ÖEłAą╬,į┌╗∙ųĄļŖ┴„║═├}ø_ļŖ┴„Ą─Į╗╠µū„ė├Ž┬Ż¼ī”(du©¼)╚█│žą╬│╔┴╦ę╗Č©öć░Ķū„ė├,╩╣║Ė┐pę║æB(t©żi)Įī┘ĒśĢr(sh©¬)ßś┴„äė(d©░ng)ĪŻŲõųą,¤ßį┤ųąą─╬╗ų├┴„╦┘ūŅ┤¾Ż¼ĮY(ji©”)║Ž£žČ╚ł÷(ch©Żng)Ęų╬÷Ż¼╚█│žŪ░ĘĮ£žČ╚╠▌Č╚┤¾Ż¼Įī┘╬┤╚█╗»Ż¼╚█│ž▌^šŁŻ¼ę║æB(t©żi)Įī┘┴„äė(d©░ng)╩▄ūĶ╩╣Ą├┴„╦┘▌^┤¾ĪŻ╚█│ž║¾ĘĮ£žČ╚╠▌Č╚ąĪŻ¼ę║æB(t©żi)Įī┘╠Äė┌└õģs─²╣╠▀^(gu©░)│╠,╚█│ž▌^īÆ,ę║æB(t©żi)Įī┘ČčĘeī¦(d©Żo)ų┬┴„╦┘▌^┬²,ę“┤╦┴„ł÷(ch©Żng)š¹¾w│╩ÖEłAą╬ĪŻī”(du©¼)▒╚łD7(a)Īó(c)Īó(e)┐╔ęį├„’@┐┤│÷,─ŻöM╚█│ž▌å└¬┼cįć“×(y©żn)╦∙Ą├ĄĮĄ─║Ė┐pą╬├▓╗∙▒Š╬Ū║ŽĪŻļSų°├}ø_Ņl┬╩Ą─į÷┤¾Ż¼─ŻöM╚█│ž┴„ł÷(ch©Żng)ĘČć·ūāąĪŻ¼║Ė┐pīÆČ╚ę▓ļSų«£pąĪŻ¼┼c╣ż╦ćįć“×(y©żn)ĮY(ji©”)╣¹ę╗ų┬ĪŻļSų°├}ø_Ņl┬╩Ą─į÷┤¾Ż¼ę║¾wĮī┘┴„╦┘ūāąĪŻ¼ųØu┌ģė┌ŲĮĘĆ(w©¦n),ėą└¹ė┌║Ė┐p│╔ą╬,║Ė┐pÅ─¶~(y©▓)„[║Ė┐pųØu▀^(gu©░)Č╔ų┴▀B└m(x©┤)║Ė┐pĪŻ
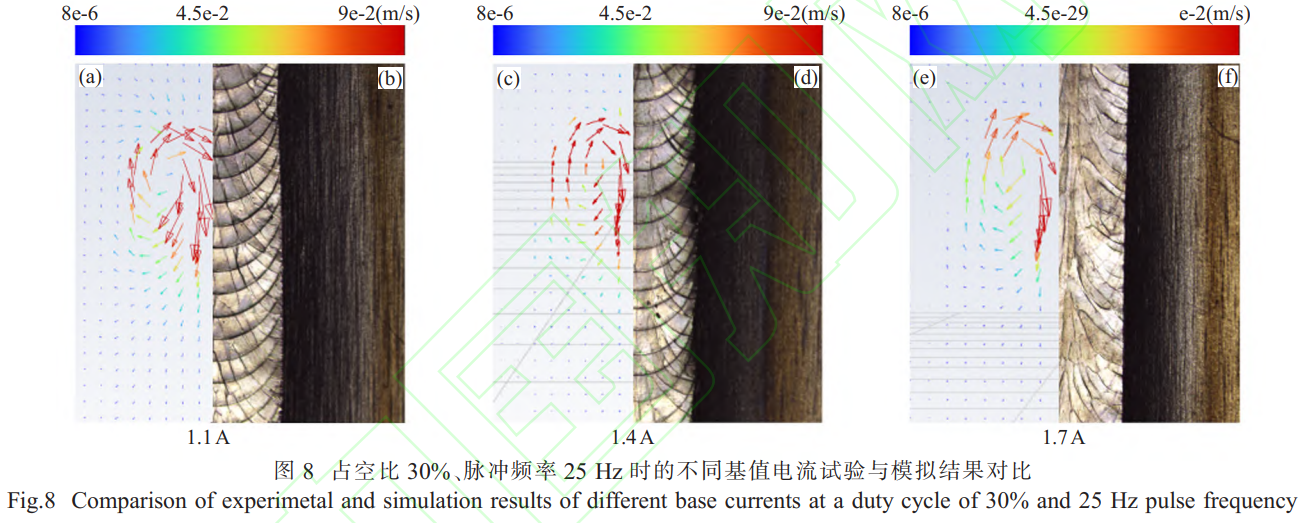
łD8×ķš╝┐š▒╚30%Īó├}ø_Ņl┬╩25HzĢr(sh©¬)Ą─▓╗═¼╗∙ųĄļŖ┴„įć“×(y©żn)┼c─ŻöMĮY(ji©”)╣¹ī”(du©¼)▒╚ĪŻłD8(a)Īó(c)Īó(e)Ęųäe×ķ╗∙ųĄļŖ┴„1.1Īó1.4Īó1.7AĢr(sh©¬)öĄ(sh©┤)ųĄ─ŻöM║ĖĮė╚█│ž┴„ł÷(ch©Żng);łD8(b)Īó(d)Īó(f)Ęųäe×ķ╗∙ųĄļŖ┴„1.1Īó1.4Īó1.7AĢr(sh©¬)Ż¼╣▓Š█Į╣’@╬óńRė^▓ņĄĮĄ─║Ė┐pą╬├▓ĪŻī”(du©¼)▒╚łD8(b)Īó(d)Īó(f)┐╔ęį├„’@┐┤│÷Ż¼─ŻöM╚█│ž▌å└¬┼cįć“×(y©żn)╦∙Ą├ĄĮĄ─║Ė┐pą╬├▓╗∙▒Š╬Ū║ŽŻ¼ļSų°╗∙ųĄļŖ┴„Ą─į÷┤¾Ż¼─ŻöM╚█│ž┴„ł÷(ch©Żng)ĘČć·ūāąĪŻ¼║Ė┐pīÆČ╚ę▓ļSų«£pąĪŻ¼┼c╣ż╦ćįć“×(y©żn)ĮY(ji©”)╣¹ę╗ų┬ĪŻļSų°╗∙ųĄļŖ┴„Ą─į÷┤¾Ż¼ĘÕųĄļŖ┴„┼c╗∙ųĄļŖ┴„▓ŅųĄūāąĪŻ¼ę║¾wĮī┘┴„╦┘ūāąĪŻ¼ųØu┌ģė┌ŲĮĘĆ(w©¦n)ĪŻ
2.5║ĖĮėĮėŅ^¤ß裣h(hu©ón)┼c’@╬óĮM┐Ś
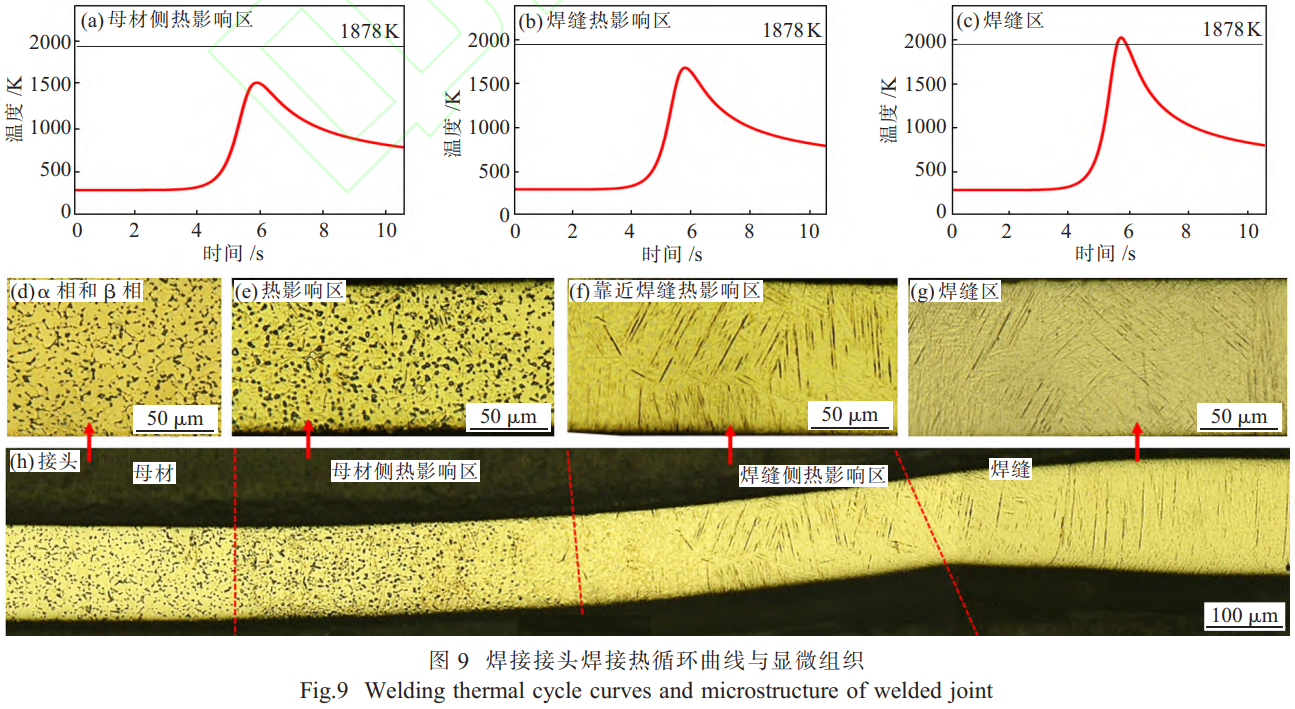
š╝┐š▒╚30%Īó╗∙ųĄļŖ┴„0.8AĪó├}ø_Ņl┬╩Ęųäe×ķ25HzĢr(sh©¬),║ĖĮėĮėŅ^║ĖĮė¤ß裣h(hu©ón)Ū·ŠĆ┼c’@╬óĮM┐Ś╚ńłD9╦∙╩ŠĪŻŲõųąŻ¼łD9(h)×ķĄõą═Ą─100μm║±TC4Ōü║ŽĮ│¼▒Ī░ÕP-MPAWĄ─║ĖĮėĮėŅ^’@╬óĮM┐ŚĪŻė╔łD9(d)┐╔ęŖ(ji©żn),TC4Ōü║ŽĮ×ķĄ╚▌SĄ─αŽÓ║═βŽÓļpŽÓŌü║ŽĮĪŻė╔łD9(g)┐╔ęŖ(ji©żn),║Ė┐pģ^(q©▒)Ą─╬óė^ĮM┐Śų„ę¬▒Ē¼F(xi©żn)×ķŠW(w©Żng)╗@ĮM┐ŚŻ¼▀@╩Ūė╔ė┌║ĖĮė▀^(gu©░)│╠ųąį┌├}ø_ļŖ┴„Ą─ū„ė├Ž┬Ż¼║Ė┐pĮī┘čĖ╦┘▀_(d©ó)ĄĮŽÓūā£žČ╚Ż¼įŁ╔· αŽÓ║═βŽÓŽ“Ė▀£žβŽÓ▐D(zhu©Żn)ūā,Ė▀£žβŽÓ═©▀^(gu©░)Š¦Ė±ųžśŗ(g©░u)▐D(zhu©Żn)ūā?y©Łu)?α ′±R╩Ž¾wŽÓ [10],╔·│╔Ą─┤¾┴┐ α ′±R╩Ž¾wŽÓ╗źŽÓĮ╗┐Śį┌ę╗Ųą╬│╔ŠW(w©Żng)╗@ĮM┐ŚĪŻė╔łD9(e)Īó(f)┐╔ų¬,¤ßė░Ēæģ^(q©▒)Ą─╬óė^ĮM┐Śų„ę¬▒Ē¼F(xi©żn)×ķĄ╚▌S αŽÓ║═βŽÓęį╝░ßśĀŅ α ′ŽÓ±R╩Ž¾wČÓŽÓ╣▓┤µ¼F(xi©żn)Ž¾ĪŻį┌łD9(b)Īó(f)ųą,¤ßė░Ēæģ^(q©▒)ė╔ė┌┐┐Į³║Ė┐pŻ¼į┌║Ė┐pĖ▀£žė░ĒæŽ┬įŁ╔· αŽÓ║═βŽÓŽ“Ė▀£žβŽÓ▐D(zhu©Żn)ūā,Ą½ė╔ė┌└õģs╦┘Č╚┐ņ,└õģs║¾▓┐ĘųαŽÓ║═Ė▀£žβŽÓ▐D(zhu©Żn)ūā?y©Łu)?alpha;'±R╩Ž¾wŻ¼ę“┤╦į┌łD9(f)ųą┐╔ęį├„’@┐┤│÷¤ßė░Ēæģ^(q©▒)ā╚(n©©i)┤µį┌▓┐ĘųßśĀŅα'±R╩Ž¾w,į┌łD9(a)Īó(e)ųą¤ßė░Ēæģ^(q©▒)ė╔ė┌┐┐Į³─Ė▓─,║Ė┐p£žČ╚ŽÓ▌^ė┌║Ė┐pé╚(c©©)¤ßė░Ēæģ^(q©▒)ėą╦∙ĮĄĄ═Ż¼Å─Č°’@╬óĮM┐ŚęÓėą╦∙▓╗═¼,’@╬óĮM┐Ś▒Ē¼F(xi©żn)×ķ▓┐ĘųαŽÓĪóĖ▀£žβŽÓęį╝░ßśĀŅ±R╩Ž¾wČÓŽÓ╣▓┤µĪŻ
3ĪóĮY(ji©”)šō
(1)╩╣ė├P-MPAW║ĖĮė100μm║±TC4Ōü║ŽĮ│¼▒Ī░Õ,├}ø_Ņl┬╩×ķ25HzĢr(sh©¬),▓╗═¼╗∙ųĄļŖ┴„Ą─ŪķørŽ┬║Ė┐pŠ∙│╩¼F(xi©żn)×ķ¶~(y©▓)„[ĀŅŻ¼├}ø_Ņl┬╩Ęųäe×ķ100Īó200HzĢr(sh©¬)║Ė┐pŠ∙│╩¼F(xi©żn)×ķ╣Ō╗¼▀B└m(x©┤)║Ė┐pĪŻ
(2)P-MPAW║ĖĮė100μm║±TC4Ōü║ŽĮ│¼▒Ī░ÕĄ─║Ė┐pš²├µīÆČ╚┤¾ė┌▒│├µīÆČ╚,į┌ŲĮŠ∙ļŖ┴„2AĪóš╝┐š▒╚30%║═50%Ģr(sh©¬),ļSų°╗∙ųĄļŖ┴„║═├}ø_Ņl┬╩Ą─į÷┤¾Ż¼║Ė┐pīÆČ╚ų▓ĮūāąĪĪŻ
(3)ėąŽ▐å╬į¬Ę©─ŻöMP-MPAW║ĖĮėTC4Ōü║ŽĮ│¼▒Ī░ÕĄ─║ĖĮė▀^(gu©░)│╠,£žČ╚ł÷(ch©Żng)│╩Õń╬▓ĀŅ,┴„ł÷(ch©Żng)│╩ÖEłAĀŅŻ¼├}ø_ļŖ┴„║═├}ø_Ņl┬╩ė░Ēæ╚█│ž┤¾ąĪęį╝░╚█│žę║æB(t©żi)Įī┘┴„╦┘ĪŻ
(4)100μm║±TC4Ōü║ŽĮ│¼▒Ī░ÕP-MPAW║ĖĮėĮėŅ^,║Ė┐pģ^(q©▒)’@╬óĮM┐Śų„ę¬×ķŠW(w©Żng)╗@ĮM┐Ś,¤ßė░Ēæģ^(q©▒)ĮM┐Śų„ę¬×ķĄ╚▌SαŽÓ║═βŽÓęį╝░ßśĀŅα'ŽÓ±R╩Ž¾wŻ¼TC4─Ė▓─ĮM┐Ś×ķĄ╚▌SαŽÓ║═βŽÓĪŻ
ģó┐╝╬─½I(xi©żn):
[1] Lu Y, Qiao H C, Zhao J. Surface microstructure evolution analysis of TiAl alloy by laser shock peening[J]. Rare Metal Materials and Engineering,2019,48(3):841-846.
[2]├Ž╩źĻ╗,╦Š▓²ĮĪ,╚╬ę▌╚║,Ą╚.ųą║±░ÕTC4Ōü║ŽĮšµ┐šŁh(hu©ón)Š│╝ż╣Ō║ĖĮė╠žąį[J].║ĖĮėīW(xu©”)ł¾(b©żo),2021,42(8):40-47.
[3]ĻÉć°(gu©«)æcŻ¼Åł▒³äéŻ¼ģŪļp▌xŻ¼Ą╚.TC4/Ta-W║ŽĮ«ÉĘNĮī┘ļŖūė╩°║ĖĮė[J].║ĖĮėīW(xu©”)ł¾(b©żo),2011,32(8):21-24.
[4]ĻÉ╦ž├„,┌w░▓░▓,Į¬ęŃ,Ą╚.TC4Ōü║ŽĮ╝ż╣Ō╠ŅĮz║Ė╣ż╦ćģóöĄ(sh©┤)ī”(du©¼)║Ė┐p║Ļė^│╔ą╬Ą─ė░Ēæ[J].ųąć°(gu©«)╝ż╣Ō,2021,48(14):74-80.
[5]ĘČņV┐Ą,²RŃKĮ,└ŅĢį∙i,Ą╚.▒Ī░ÕTC4Ōü║ŽĮ├}ø_ļŖūė╩°║ĖĮė╝╝ąg(sh©┤)蹊┐[J].ŽĪėąĮī┘▓─┴Ž┼c╣ż│╠,2019,48(12):4026-4034.
[6]ĻP(gu©Īn)ĘÕ,┌wŃ³▓®,─▀╝ęÅŖ(qi©óng),Ą╚.│¼╦▄│╔ą╬TC4▒Ī░Õ╝ż╣Ō║ĖĮėŅ^ĮM┐Ś╝░ąį─▄蹊┐[J].║ĖĮė,2018(6):28-33.
[7]£½┴°└┌Ż¼║╬Į©Ų╝Ż¼Åł╗ó.├}ø_ģóöĄ(sh©┤)ī”(du©¼)│¼▒Ī░Õ├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė║Ė┐p│╔ą╬╝░║ĖĮė¤ß▌ö╚ļĄ─ė░Ēæ[J].¤ß╝ė╣ż╣ż╦ć,2019,48(15):22-25.
[8]║╬Į©Ų╝,ģŪ÷╬,╝¬ė└žS,Ą╚.100μm│¼▒Ī▓╗õPõō░Õ├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė│╔ą╬ÖC(j©®)└Ē[J].║ĖĮėīW(xu©”)ł¾(b©żo),2021,42(6):77-84.
[9] Xu L,He J P, Pan X H,et al. Numerical and experimental study on oscillation mechanism of molten pool during pulsed microplasma arc welding ultrathin sheets[J]. Results in Physics,2022,35:105359.
[10]Åłµ║,Č┼éź,═§├Ž╣¹,Ą╚.Ōü║ŽĮ╝ż╣Ō-MIGļŖ╗ĪÅ═(f©┤)║Ž║ĖĮėŅ^ĮM┐Śąį─▄[J].Įī┘╝ė╣ż:¤ß╝ė╣ż,2023(4):10-13.
Ż©ūóŻ¼įŁ╬─ś╦(bi©Īo)Ņ}Ż║100μm║±Ōü║ŽĮ│¼▒Ī░Õ├}ø_╬ó╩°Ą╚ļxūė╗Ī║Ė║ĖĮė╣ż╦ć┼cöĄ(sh©┤)ųĄ─ŻöM_▓±∙iŻ®
tagś╦(bi©Īo)║×:TC4Ōü║ŽĮ,║Į┐šŠ½├▄śŗ(g©░u)╝■,100”╠m│¼▒Ī░Õ