



░l▓╝╚šŲ┌Ż║2025-12-29 9:25:48
ę²čį
ļSų°║Į┐š║Į╠ņĪó╩»ė═╗»╣żĪó║Żč¾┼×┤¼Īó║Ż╦«ĄŁ╗»Īó║╦ļŖ╣żśIĄ╚╠ž╩ŌąąśI╝░Å═ļsŁhŠ│ī”ōQ¤ßŲ„╠ß│÷Ą──═Ė»╬g╝░Ė▀ą¦ōQ¤ßĄ╚ę¬Ū¾ [1], ╣żśI╝āŌüū„×ķĄõą═Ą─ α ą═ŌüŻ¼ę“Š▀ėą▌^Ė▀Ą─ÅŖ╦▄ąįŲź┼õ╝░─═╬g╠žąįŻ¼ęč│╔×ķ└ĒŽļĄ─╣▄╩°ŅÉĮYśŗ▓─┴ŽĪŻĄ½į┌īŹļHæ¬ė├ųąŻ¼ōQ¤ß╣▄Ę■ę█ę╗Č╬Ģrķg║¾░l╔·ą╣┬®╔§ų┴╩¦ą¦Ą─╩┬╣╩Ģrėął¾Ą└ [2-3], ų„ę¬ę“×ķTA2¤o┐p╣▄┤µį┌Ė▀£žąį─▄▓ŅĪó│▀┤ńŠ½Č╚▓ŅĪó╝ė╣żļyČ╚┤¾Ą╚╚▒³cĪŻ└ŅĢįņŽĄ╚ [4] 蹊┐┴╦ūāą╬┴┐╝░═╦╗£žČ╚ī”╝āŌü╣▄╬óė^ĮM┐Śą╬├▓Īó┐Śśŗč▌ūā╝░┴”īWąį─▄Ą─ė░ĒæŻ¼Ą├│÷ąĪūāą╬┴┐╝āŌü└õ▄ł╣▄ā╚▓┐┤µį┌┤¾┴┐ī\Š¦Ż¼ų„ę¬ęįē║┐sī\Š¦║═└Ł╔ņī\Š¦×ķų„Ż╗į÷┤¾ūāą╬┴┐Ż¼╝āŌü└õ▄ł╣▄Š¦┴Żūāą╬ć└ųžŻ¼ī\Š¦öĄ┴┐£p╔┘Ūęęįē║┐sī\Š¦×ķų„ĪŻÅłäPÉéĄ╚ [5] 蹊┐┴╦ā╔ĘN╝ė╣ż╣ż╦ćųŲéõĄ─TA2╣▄▓─ĮŽÓĮM┐ŚĪó╩ę£ž└Ł╔ņąį─▄Īó│¼┬Ģ▓©╠Įé¹╝░Ųõ╦¹╣ż╦ćąį─▄Ż¼šJ×ķ▓╔ė├└õ▄ł╝ė╣ż┬╩ 90%Īó└õ▄ł═╦╗ķg╝ė╣ż┬╩į┌ 38%~40% ▄łųŲTA2╣▄▓─▌^└õ▄ł╝ė╣ż┬╩ 95%Īó└õ▄ł═╦╗ķg╝ė╣ż┬╩į┌ 45%~65% ╣ż╦ć▄łųŲĢr│¼┬Ģ▓©╠Įé¹╚▒Ž▌Ę∙ųĄ▓©äėĖ³ąĪŻ¼╣ż╦ćąį─▄Ė³āׯ¼╣▄▓─ā╚═Ō▒Ē├µ┘|┴┐Ė³║├ĪŻČŁ▓®╬─Ą╚ [6] 蹊┐┴╦▓╗═¼┐éē║Ž┬┬╩║═│§▄ł£žČ╚Ž┬▄łųŲ┴”ęį╝░▄łųŲ┴”ŠžĄ─ūā╗»ęÄ┬╔Ż¼šJ×ķTA2╣▄▓─į┌ĘĆČ©ģ^Ą─┐v▀B▄ł▄łųŲ┴”║═▄łųŲ┴”ŠžŠ∙┼c┐éē║Ž┬┬╩│╩š²ŽÓĻPŻ¼┼c│§▄ł£žČ╚│╩žōŽÓĻPŻ¼▓óŪę▄łųŲ┴”║═▄łųŲ┴”ŠžĄ─ūā╗»┌ģä▌═Ļ╚½ŽÓ═¼ĪŻ═§š╝╚Ą╚ [7] 蹊┐┴╦╣▄┼„į┌öD▄ł│╔ą╬╣ż╦ćųąĄ─ūāą╬▀^│╠Ż¼Ą├│÷╣▄┼„Ą─ÅĮŽ“æ¬ūāĪóų▄Ž“æ¬ūāęį╝░▌SŽ“æ¬ūāį┌öD▄łūāą╬ģ^ā╚│╩├„’@╚²ĮŪĘų▓╝ĪŻ×ķ╠ß╔²TA2¤o┐p╣▄Ą─ŠC║Žąį─▄║═╩╣ė├░▓╚½ąįŻ¼▓╔ė├▓╗═¼▄łųŲ╣ż╦ć▀Mąąī”▒╚įć“ׯ¼čąŠ┐▓╗═¼└õ▄ł╣ż╦ć║═¤ß╠Ä└ĒųŲČ╚ī”TA2¤o┐p╣▄│▀┤ńŠ½Č╚ĪóĮM┐ŚĮYśŗĪó┴”īWąį─▄Ą─ė░ĒæĪŻ
1Īóįć“×
1.1 įć“×▓─┴Ž
įć“×ė├╣▄┼„ęÄĖ±ūĄ 88 mm×8.0 mm, ╗»īW│╔Ęų (▒Ē 1) ØMūŃ ASME SB 338-2017ĪČ└õ─²Ų„║═¤ßĮ╗ōQŲ„ė├¤o┐p╝░║ĖĮėŌü┼cŌü║ŽĮ╣▄ĪĘę¬Ū¾ĪŻ
▒Ē 1 ūĄ 88 mm×8.0 mm Ōü¤o┐p╣▄┼„╗»īW│╔Ęų (┘|┴┐ĘųöĄ)%
| ĒŚ─┐ | Fe | C | N | H | O | Ti |
| īŹ£yųĄ | 0.02 | 0.01 | 0.01 | 0.001 | 0.05 | ėÓ┴┐ |
| ASME SB 338 ę¬Ū¾ųĄ | ≤0.30 | ≤0.08 | ≤0.03 | ≤0.015 | ≤0.25 | ėÓ┴┐ |
1.2 įć“×ĘĮ░Ė
īóįć“×ė├TA2╣▄┼„Ęųäe▀Mąąā╔Ą└┤╬║═╚²Ą└┤╬▄łųŲŻ¼┐éūāą╬┴┐×ķ 70%ĪŻā╔ĘN▄łųŲĘĮ╩ĮĘųäe╩Ū:ó┘ūĄ 88 mm×8.0 mm→ūĄ 45 mm×6.0 mm→ūĄ 19 mm×1.4 mm;ó┌ūĄ 88×8.0 mm→ūĄ 60 mm×5.0 mm→ūĄ 41 mm×3.5 mm→ūĄ 19 mm×1.4 mmĪŻĖ„Ą└┤╬ķg▓╔ė├ 550Īµšµ├ø╦╗Ęw¼▒Ż╬� 4 h, └õģsĘĮ╩Į╩ŪĀt└õų┴ 300Īµ║¾┐š└õų┴╩ę£žĪŻ▄łųŲĮY╩°║¾Įž╚Ī 1000 mm ė▓æBśė╣▄Ż¼į┌ 480Īµ▀Mąą│╔ŲĘšµ┐š¤ß╠Ä└ĒŻ¼▒Ż£ž 4 h, └õģsĘĮ╩Į╩ŪĀt└õų┴ 300Īµ║¾┐š└õų┴╩ę£žĪŻ▓╔ė├┴∙═©Ą└│¼┬Ģ▓©£y║±āx£y┴┐śė╣▄═ŌÅĮ║═▒┌║±Ż¼▓╔ė├ OLYMPUS-GX71 ą═Ą╣ų├ĮŽÓ’@╬óńRė^▓ņśė╣▄ĮŽÓĮM┐ŚŻ¼▓╔ė├ CMT5105 ą═└Ł┴”įć“×ÖCÖz£yśė╣▄┴”īWąį─▄Ż¼▀xō±ūŅ╝č▄łųŲ╣ż╦ćĪŻ┤╦═ŌŻ¼īóė▓æBśė╣▄ūĄ 19 mm×1.4 mm Ęųäeį┌ 510Īó540Īó570Īµ▀Mąąšµ┐š¤ß╠Ä└ĒŻ¼▒Ż£ž 4 h, └õģsĘĮ╩Į╩ŪĀt└õų┴ 300Īµ║¾┐š└õų┴╩ę£žŻ¼═©▀^Öz£y╣▄▓─└Ł╔ņąį─▄║═’@╬óĮM┐ŚŻ¼ō±ā×▀xō±ūŅ╝č¤ß╠Ä└Ē£žČ╚ĪŻ
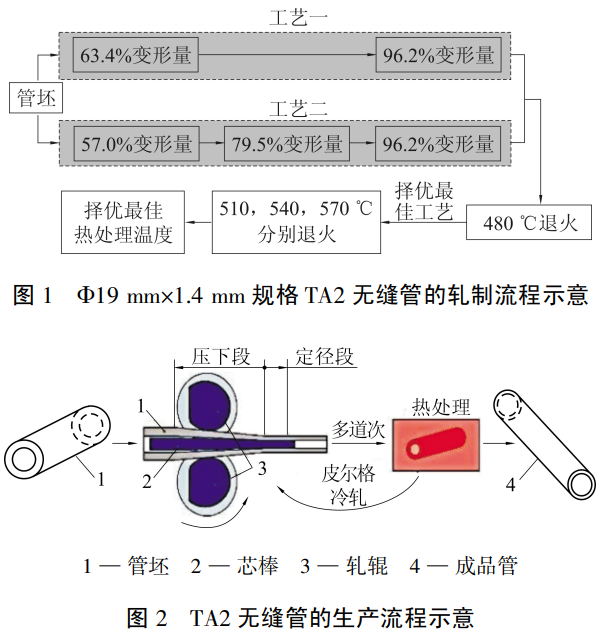
▒Ē 2TA2¤o┐p╣▄Ą─ā╔ĘN▄łųŲ╣ż╦ćįć“×ģóöĄ
| ╣▄▓─ | ▄łųŲĄ└┤╬ | ▄łųŲ║¾õō╣▄ęÄĖ± /mm | Ą└┤╬ķgūāą╬┴┐ /% | ┐éūāą╬┴┐ /% |
| ╣ż╦ć 1 | ę╗ | ūĄ 45×6.0 | 63.4 | 63.4 |
| Č■ | ūĄ 19×1.4 | 89.5 | 96.2 | |
| ╣ż╦ć 2 | ę╗ | ūĄ 60×5.0 | 57.0 | 57.0 |
| Č■ | ūĄ 41×3.5 | 52.3 | 79.5 | |
| ╚² | ūĄ 19×1.4 | 81.2 | 96.2 |
2 ĮY╣¹┼cėæšō
Ęų╬÷▓╗═¼▄łųŲ╣ż╦ćųŲĄ├Ą─ūĄ 19 mm×1.4 mm ęÄĖ±TA2¤o┐p╣▄Ą─│▀┤ńŲ½▓Ņ║═└Ł╔ņąį─▄Īó’@╬óĮM┐ŚŻ¼ęį╝░▓╗═¼¤ß╠Ä└Ē£žČ╚ĢrTA2¤o┐p╣▄Ą─┴”īWąį─▄║═’@╬óĮM┐ŚĪŻ
2.1 ▓╗═¼▄łųŲ╣ż╦ćĢrĄ─│▀┤ńŲ½▓Ņ║═└Ł╔ņąį─▄
▓╔ė├┴∙═©Ą└│¼┬Ģ▓©£y║±āxÖz£yūĄ 19 mm×1.4 mm ęÄĖ±TA2¤o┐p╣▄Ą─═ŌÅĮ║═▒┌║±Ż¼▓ó▀\ė├ Minitab ▄ø╝■└LųŲ═ŌÅĮ║═▒┌║±å╬ųĄ┐žųŲłDŻ¼Š▀¾w╚ńłD 3 ╦∙╩ŠŻ¼▓╔ė├ CMT5105 ą═└Ł┴”įć“×ÖC£yįć┴”īWąį─▄ĪŻ▓╗═¼▄łųŲ╣ż╦ćųŲĄ├TA2¤o┐p╣▄Ą─│▀┤ńŲ½▓Ņ║═└Ł╔ņąį─▄ęŖ▒Ē 3ĪŻė╔▒Ē 3 ┐╔ų¬Ż║▓╔ė├Ą┌ 2 ĘN▄łųŲ╣ż╦ćųŲĄ├Ōü¤o┐p╣▄Ą─═ŌÅĮ║═▒┌║±Ų½▓Ņ▌^ąĪŻ¼│▀┤ńŠ∙ä“ąį║├Ż¼╣▄▓─╦▄ąį▌^║├ĪóÅŖČ╚▌^Ą═Ż╗▓╔ė├Ą┌ 1 ĘN▄łųŲ╣ż╦ćųŲĄ├Ōü¤o┐p╣▄Ą─═ŌÅĮ║═▒┌║±Ų½▓Ņ▌^┤¾Ż¼│▀┤ńŠ∙ä“ąį▌^▓ŅŻ¼═¼Ģr╣▄▓─╦▄ąį▌^▓ŅĪóÅŖČ╚▌^Ė▀ĪŻ═ŲöÓ▀@┼c▄łųŲ╣ż╦ćūāą╬┴┐ėąĻPĪŻ
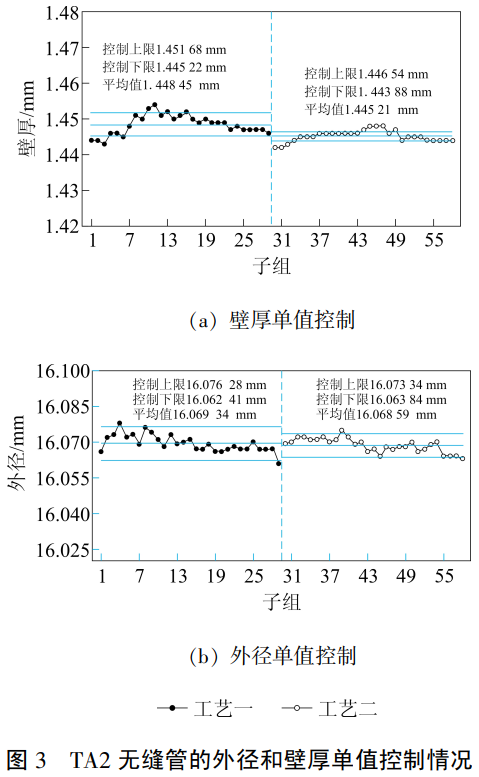
▒Ē 3TA2¤o┐p╣▄Ą─│▀┤ńŲ½▓Ņ║═└Ł╔ņąį─▄
| ĒŚ─┐ | ═ŌÅĮŲ½▓Ņ /mm | ▒┌║±Ų½▓Ņ /mm | ┐╣└ŁÅŖČ╚ Rm/MPa | Ū³Ę■ÅŖČ╚ Rp0.2/MPa | čė╔ņ┬╩ A50/% |
| ╣ż╦ć 1 | 0.0139 | 0.0065 | 552 | 415 | 35 |
| ╣ż╦ć 2 | 0.0095 | 0.0027 | 547 | 418 | 37 |
2.2 ▓╗═¼▄łųŲ╣ż╦ćĢrĄ─’@╬óĮM┐Ś
▓╗═¼▄łųŲ╣ż╦ćųŲĄ├TA2¤o┐p╣▄Ą─’@╬óĮM┐Ś╚ńłD 4 ╦∙╩ŠĪŻė╔łD 4 ┐╔ų¬Ż¼▓╔ė├▓╗═¼▄łųŲ╣ż╦ćĢrŻ¼Ė„Ą└┤╬śė╣▄’@╬óĮM┐Ś▓╗═¼ĪŻTA2 ¤o┐p╣▄ĮøČ■▌ü└õ▄ł║¾░l╔·╦▄ąįūāą╬Ż¼▄ł▌ü┐ūą═øQČ©śė╣▄═ŌÅĮųĄŻ¼ąŠ░¶øQČ©śė╣▄ā╚ÅĮųĄŻ¼▒┌║±ė╔▄ł▌ü┐ūą═║═ąŠ░¶╣▓═¼øQČ©ĪŻ▄łųŲĢr£pÅĮ║═£p▒┌═¼Ģr▀MąąŻ¼ę“×ķ▀@ā╔éĆļAČ╬ūāą╬ģ^Įī┘ūāą╬ĘĮŽ“▓╗═¼ī¦ų┬’@╬óĮM┐Ś▓╗Š∙ä“ [8]ĪŻļSų°Ą└┤╬ūāą╬┴┐į÷┤¾Ż¼Š¦┴Żčž▄łųŲĘĮŽ“▒╗└Ł│╔▒ŌŲĮĀŅŻ¼╬╗Õe├▄Č╚čĖ╦┘į÷╝ėŻ¼▓óį┌Įī┘ųą│╩▓╗Š∙ä“Ęų▓╝ĪŻ╬╗ÕeļSų°ūāą╬┴┐Ą─į÷┤¾Ż¼čžūāą╬ĘĮŽ“╔ņķLŻ¼▓óŪęöĄ┴┐į÷ČÓŻ¼│▀┤ń£pąĪ [9]ĪŻ╣▄▓─▄łųŲ═Ļ│╔║¾ī”Ųõ▀Mąąšµ┐š═╦╗╠Ä└ĒŻ¼┤╦ĢrŠ¦┴ŻĢ■░l╔·╗žÅ═Īóį┘ĮYŠ¦║═Š¦┴ŻķL┤¾ĪŻį┘ĮYŠ¦“īäė┴”╩Ū╣▄▓─ūāą╬Ū░║¾╗¹ūā─▄ų«▓ŅŻ¼ūĶ┴”üĒūįĮń├µ─▄ [10], ūāą╬│╠Č╚▓╗Ė▀ģ^ė“╗¹ūā─▄▌^Ą═Ż¼Ųõį┘ĮYŠ¦Ģrą╬║╦öĄ─┐▌^╔┘Ż¼Š¦┴ŻķL┤¾├„’@ĪŻ
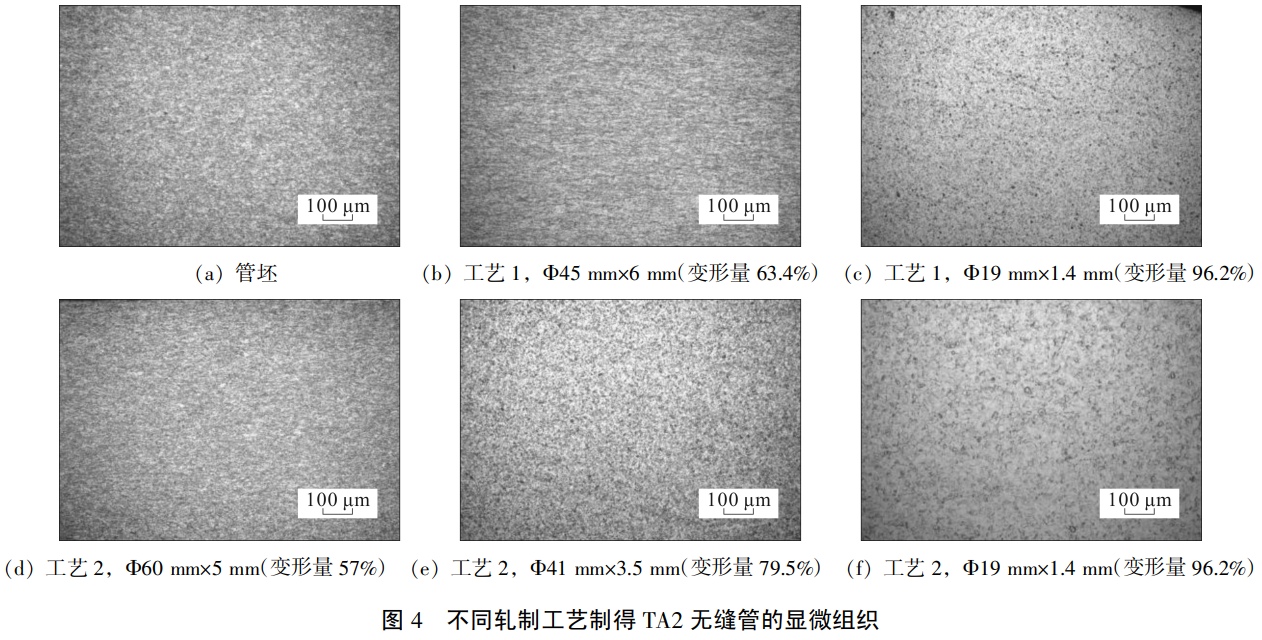
╣▄┼„įŁ╩╝ĮM┐Ś×ķĶTæBĮM┐Ś (łD 4a)ĪŻ▓╔ė├╣ż╦ć 1 ▀MąąĄ┌ę╗Ą└┤╬▄łųŲĢrŻ¼Įī┘čž▄łųŲĘĮŽ“┴„äėŻ¼ĮM┐Śķ_╩╝│╩╩°ĀŅŠ█╝» (łD 4b), ┐╔ęįė^▓ņĄĮĦŚlĀŅĮM┐ŚŻ╗Ą┌Č■Ą└┤╬▄łųŲĢrŻ¼ę“Ą└┤╬ķgūāą╬┴┐’@ų°į÷┤¾Ż¼Įī┘╦▄ąį┴„äė╝ėäĪŻ¼ą╬ūāÅŖ╗»į÷ÅŖ├„’@Ż¼Įī┘ā╚▓┐└█Ęe▌^ČÓæ¬┴”Ż¼Š¦┴Żā╚▓┐ā”┤µ╗¹ūā─▄į÷╝ėŻ¼ūŅĮKĮM┐Śų„ę¬×ķ α ŽÓ (łD 4c), Ą½Ą╚▌S╗»│╠Č╚▌^Ą═Ż¼║Ļė^▒Ē¼F×ķÅŖČ╚Ė▀Īó╦▄ąįĄ═Ż¼ķgĮėī¦ų┬│▀┤ńŲ½▓Ņ▌^┤¾ĪŻ
▓╔ė├╣ż╦ć 2 ▀MąąĄ┌ę╗Ą└┤╬▄łųŲĢrŻ¼▒╚╣ż╦ć 1 Ą└┤╬ķgūāą╬┴┐Ž┬ĮĄŻ¼Įī┘╦▄ąį┴„äėŽÓī”Š∙ä“Ż¼ąĪūāą╬┴┐Ą─▄łųŲ╩╣Įī┘ĮM┐Ś┴„äė│╩╩°ĀŅŻ¼┐╔ęįė^▓ņĄĮĮM┐Ś┼cįŁ╩╝ĶTæBĮM┐ŚĮėĮ³ (łD 4d); ═¼└ĒŻ¼Ą┌Č■Ą└┤╬▄łųŲŻ¼Įī┘ĮM┐Ś└^└m│╩╩°ĀŅ┴„äėŻ¼Ą½ę“└█Ęeūāą╬┴┐į÷╝ėŻ¼ĮM┐Śķ_╩╝│÷¼F╔┘įSŚlĀŅ (łD 4e); Ą┌╚²Ą└┤╬▄łųŲĢrŻ¼Š¦┴ŻĘų▓╝ŽÓī”Š∙ä“Ż¼ų„ę¬ęį α ŽÓ×ķų„Ż¼▓óŪę│╩¼FĄ╚▌S╗»ĪŻ▀@╩Ūę“×ķ┼c╣ż╦ć 1 ŽÓ▒╚Ż¼╣ż╦ć 2 │╔ŲĘ▄łųŲĄ└┤╬ķgūāą╬┴┐£pąĪŻ¼Įī┘ĮM┐Ś╦▄ąį┴„äėŽÓī”Š∙ä“Ż¼Š¦┴Żā╚▓┐└█Ęeæ¬┴”£p╔┘Ż¼╬╗Õe├▄Č╚ĮĄĄ═Ż¼Š¦┴Żā╚▓┐ā”┤µ╗¹ūā─▄£p╔┘Ż¼║Ļė^▒Ē¼F×ķ╦▄ąį║├ĪóÅŖČ╚Ą═Ż¼▓óŪę│▀┤ńŲ½▓Ņ£pąĪŻ¼▀@┼c▒Ē 3 öĄō■╗∙▒Šę╗ų┬ĪŻ╣▄▓─╦▄ąįøQČ©└õ╝ė╣żąį─▄Ż¼╦▄ąįįĮĖ▀Īó╣▄▓─╝ė╣żįĮ╚▌ęūūāą╬ĪŻĮY║Ž│▀┤ńŲ½▓Ņ║═└Ł╔ņąį─▄Ż¼ō±ā×▓╔ė├╣ż╦ć 2 ▀Mąą¤ß╠Ä└Ē£žČ╚蹊┐ĪŻ
2.3 ▓╗═¼¤ß╠Ä└Ē£žČ╚ĢrĄ─┴”īWąį─▄
▓╔ė├╣ż╦ć 2 ųŲĄ├Ą─ūĄ 19 mm×1.4 mm ęÄĖ±TA2śė╣▄Ż¼Ęųäeį┌ 510Īó540Īó570Īµ▀Mąąšµ┐š¤ß╠Ä└ĒŻ¼▒Ż£ž 4 h, Āt└õų┴ 300Īµ║¾┐š└õų┴╩ę£žĪŻ▓╗═¼¤ß╠Ä└Ē£žČ╚ųŲĄ├TA2¤o┐p╣▄Ą─└Ł╔ņąį─▄ęŖ▒Ē 4ĪŻė╔▒Ē 4 ┐╔ų¬Ż¼ļSų°¤ß╠Ä└Ē£žČ╚╔²Ė▀Ż¼TA2 ¤o┐p╣▄Ą─ÅŖČ╚│╩Ž╚ĮĄ║¾╔²┌ģä▌Ż¼čė╔ņ┬╩│╩Ž╚╔²║¾ĮĄ┌ģä▌Ż╗į┌ 540Īµ═╦╗ĢrŻ¼TA2 ¤o┐p╣▄Ą─┐╣└ŁÅŖČ╚║═Ū³Ę■ÅŖČ╚ūŅĄ═Ż¼čė╔ņ┬╩ūŅĖ▀Ż¼┤╦ĢrŠC║Žąį─▄ūŅ╝čŻ¼═ŲöÓ└Ł╔ņąį─▄Ą─▓Ņäe┼c▓╗═¼¤ß╠Ä└Ē£žČ╚ĢrŠ¦┴Żą╬║╦ķL┤¾ĀŅæBėąĻPĪŻ
▒Ē 4 ▓╗═¼¤ß╠Ä└Ē£žČ╚ųŲĄ├TA2śė╣▄Ą─└Ł╔ņąį─▄
| ¤ß╠Ä└Ē£žČ╚ /Īµ | ┐╣└ŁÅŖČ╚ Rm/MPa | Ū³Ę■ÅŖČ╚ Rp0.2/MPa | čė╔ņ┬╩ A50/% |
| 480 | 547 | 418 | 37 |
| 510 | 536 | 410 | 39 |
| 540 | 528 | 403 | 41 |
| 570 | 532 | 397 | 38 |
2.4 ▓╗═¼¤ß╠Ä└Ē£žČ╚ĢrĄ─’@╬óĮM┐Ś
▓╗═¼¤ß╠Ä└Ē£žČ╚ųŲĄ├TA2¤o┐p╣▄Ą─’@╬óĮM┐Ś╚ńłD 5 ╦∙╩ŠĪŻ═╦╗▀^│╠ųąĮī┘ĮM┐Śūā╗»ų„ę¬Ęų×ķņoæBį┘ĮYŠ¦║═Š¦┴ŻķL┤¾▀^│╠Ż¼į┌▀@ā╔éĆ▀^│╠ųąŻ¼£žČ╚╩Ūė░ĒæņoæBį┘ĮYŠ¦║═Š¦┴ŻķL┤¾äė┴”īWūŅųžę¬ę“╦žų«ę╗Ż¼Č°Š¦┴Ż│▀┤ńūā╗»Ģ■ī¦ų┬Įī┘▓─┴ŽÅŖČ╚ūā╗» [11]ĪŻĖ∙ō■╗¶Ā¢ - ┼ÕŲµ (Hall-Petch) ╣½╩Į┐╔ų¬Ż¼Š¦┴Ż│▀┤ńįĮąĪŻ¼Ū³Ę■ÅŖČ╚įĮĖ▀Ż¼▀@┐╔ė├╬╗ÕeęŲäėļyęūė^³cüĒšf├„ [12]: Š¦Įń╩Ū╬╗Õe▀\äėĄ─šŽĄKŻ¼Š¦┴ŻįĮąĪŻ¼Š¦ĮńŠ═įĮČÓŻ¼╬╗Õe╗¼ęŲ╗“┼╩ęŲŠ═įĮ└¦ļyŻ¼╚▒Ž▌Ą├▓╗ĄĮŽ¹│²Ż¼ÜłėÓæ¬┴”Ģ■ę╗ų▒┤µį┌Ż¼Įī┘Ū³Ę■ÅŖČ╚Š═įĮ┤¾ĪŻ
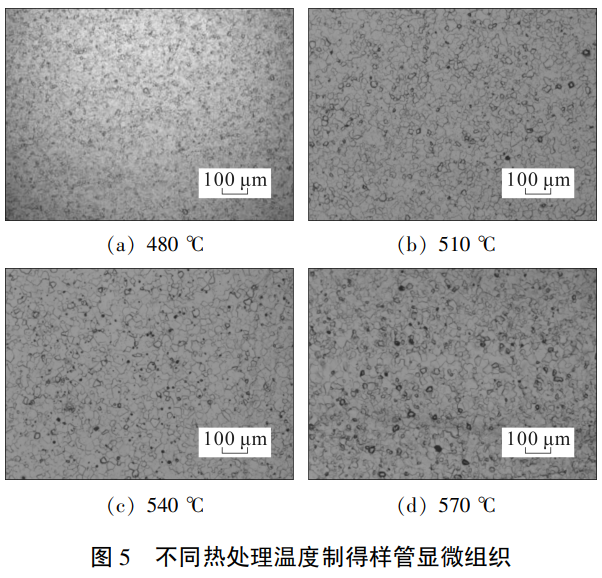
ė╔łD 5 ┐╔ų¬Ż¼ļSų°¤ß╠Ä└Ē£žČ╚╔²Ė▀Ż¼Ą╚▌SĮM┐Ś╦∙š╝▒╚└²ųØuį÷┤¾Ż¼ĮM┐Śč▌ūāĒśą“×ķŠ¦┴Ż═Ļ│╔┴╦į┘ĮYŠ¦Ą½╬┤ķL┤¾ (łD 5b)Īóį┘ĮYŠ¦═Ļ│╔▓óėąę╗Č©│╠Č╚Ą─ķL┤¾ (łD 5c) ęį╝░Š¦┴Ż├„’@┤ų╗» (łD 5d), ▓óŪęį┌▓╗═¼£žČ╚Ž┬═╦╗Č╝ėąę╗Č©┴┐Ą─ī\Š¦¼FŽ¾Ż¼▀@╩Ūę“×ķļSų°¤ß╠Ä└Ē£žČ╚╔²Ė▀Ż¼╣▄▓─ņoæBį┘ĮYŠ¦│╠Č╚ų▓Į╔²Ė▀Ż¼į┌╗¹ūā─▄▌^Ė▀▓┐╬╗╩ūŽ╚│÷¼F╝ÜąĪŠ¦║╦Ż¼Š¦║╦ųØuķL┤¾▓ó│╩Ą╚▌S╗»Ż¼ą╬│╔┤¾ĮŪČ╚Š¦ĮńŻ¼Įī┘ā╚▓┐ę“└õ╝ė╣żūāą╬Üł┴¶Ą─Ė„ĘN╚▒Ž▌ļSų°į┘ĮYŠ¦▀^│╠═Ļ│╔Č°ųØuŽ¹╩¦Ż¼╣▄▓─╦▄ąįĄ├ĄĮ╗ųÅ═Ż¼ę“┤╦╣▄▓─┐╣└ŁÅŖČ╚║═Ū³Ę■ÅŖČ╚ĮĄĄ═Ż¼čė╔ņ┬╩╔²Ė▀ĪŻ¤ß╠Ä└Ē£žČ╚×ķ 540ĪµĢrŻ¼Š¦┴ŻūŅ┤¾Ż¼Ą╚▌SĮM┐ŚŽÓī”Š∙ä“Ż¼┤╦Ģr╣▄▓─╦▄ąįūŅ║├ĪóÅŖČ╚ūŅĄ═ĪŻ¤ß╠Ä└Ē£žČ╚×ķ 570ĪµĢrŻ¼Š¦┴Żķ_╩╝ėą▌^ČÓ β ŽÓ╬÷│÷Ż¼β ŽÓĄ─╬÷│÷ų┬╩╣ĮM┐ŚĄ╚▌S╗»│╠Č╚ĮĄĄ═Ż¼░ķļSėą╬╗Õe│÷¼FŻ¼┤╦Ģr╣▄▓─╦▄ąįĮĄĄ═ĪóÅŖČ╚į÷╝ėĪŻ▀@┼c▒Ē 4 ųą└Ł╔ņąį─▄öĄō■╗∙▒Šę╗ų┬ĪŻ╦▄ąįī”╣▄▓─╣ż╦ćąį─▄║═└õ╝ė╣żūāą╬Š▀ėąųžę¬ė░ĒæŻ¼ę“┤╦¤ß╠Ä└Ē£žČ╚×ķ 540ĪµĢr╣▄▓─ŠC║Žąį─▄ūŅ╝čĪŻ
3ĪóĮYšō
(1) ļSų°Ą└┤╬ūāą╬┴┐į÷┤¾Ż¼Š¦┴Żčž▄łųŲĘĮŽ“▒╗└Ł│╔▒ŌŲĮĀŅŻ¼╬╗Õe├▄Č╚čĖ╦┘į÷╝ėŻ¼▓óį┌Įī┘ųą│╩▓╗Š∙ä“Ęų▓╝ĪŻ▄łųŲ╣ż╦ć 2 Ą─Ą└┤╬ķgūāą╬┴┐ŽÓī”╣ż╦ć 1 ąĪŻ¼ę“┤╦ųŲĄ├ūĄ 19 mm×1.4 mmTA2¤o┐p╣▄Ą─═ŌÅĮ║═▒┌║±Ų½▓Ņ▌^ąĪĪŻ
(2) Ą└┤╬ķgūāą╬┴┐į÷┤¾Ż¼ą╬ūāÅŖ╗»į÷ÅŖ├„’@Ż¼Įī┘ā╚▓┐└█Ęe▌^ČÓæ¬┴”Ż¼Š¦┴Żā╚▓┐ā”┤µ╗¹ūā─▄Ż¼║Ļė^▒Ē¼F×ķÅŖČ╚į÷╝ėĪó╦▄ąįĮĄĄ═ĪŻ▄łųŲ╣ż╦ć 2 Ą─Ą└┤╬ķgūāą╬┴┐ŽÓī”╣ż╦ć 1 ąĪŻ¼ųŲĄ├ūĄ 19 mm×1.4 mmTA2¤o┐p╣▄Ą─ŠC║Žąį─▄║├Ż¼čė╔ņ┬╩ūŅĖ▀×ķ 37%, ┐╣└ŁÅŖČ╚ūŅąĪ×ķ 547 MPa, Ū³Ę■ÅŖČ╚ūŅąĪ×ķ 418 MPa, ┤╦ĢrĄ└┤╬ķgūāą╬┴┐ę└┤╬×ķ 57.0%Īó52.3%Īó81.2%ĪŻ
(3) ¤ß╠Ä└Ē▀^│╠ųąTA2¤o┐p╣▄Ą─ĮM┐Śč▌ūāĒśą“×ķį┘ĮYŠ¦→Š¦┴ŻķL┤¾→Š¦┴Ż┤ų╗» (┤¾ĮŪČ╚Š¦Įń)→Ą┌Č■ŽÓ╬÷│÷ (β ŽÓ), Š¦┴Ż│▀┤ńįĮąĪŻ¼Ū³Ę■ÅŖČ╚įĮĖ▀ĪŻļSų°¤ß╠Ä└Ē£žČ╚į÷╝ėŻ¼Š¦┴ŻųØuķL┤¾Ż¼║Ļė^▒Ē¼F×ķ╦▄ąį╠ß╔²ĪóÅŖČ╚ĮĄĄ═ĪŻę“┤╦¤ß╠Ä└Ē£žČ╚×ķ 540ĪµĢrŻ¼TA2 ¤o┐p╣▄Ą─ĮM┐ŚūŅ×ķŠ∙ä“Ż¼Ą╚▌S╗»│╠Č╚ūŅĖ▀Ż¼čė╔ņ┬╩ūŅĖ▀×ķ 41%, ┐╣└ŁÅŖČ╚×ķ 528 MPa, Ū³Ę■ÅŖČ╚×ķ 403 MPaĪŻ
ģó┐╝╬─½I
[1] ╚╬└¹─╚Ż¼²R┴┴Ż¼ŚŅĮĪŻ¼Ą╚ĪŻ╣żśI╝āŌüōQ¤ß╣▄├ø╣▄ķ_┴č╩¦ą¦Ęų╬÷╝░ŅAĘ└┤ļ╩® [J]. ║Ė╣▄Ż¼2024,47 (2):102-108. REN Lina,QI Liang,YANG Jian,et al. Failure analysis and prevention measures of expansion tube cracking of industrial pure titanium heat exchanger tube [J]. Welded Pipe and Tube,2024,47 (2):102-108.
[2] ╣╚Ļ╗ĪŻ║╦ļŖÅS─²Ų¹Ų„Ōü╣▄ūāą╬╚▒Ž▌Ą─Ęų▓╝Įyėŗ╝░įŁę“Ęų╬÷ [J]. ┐ŲīW╝╝ągäōą┬Ż¼2021 (1):7-8. GU Hao. Distribution statistics and cause analysis of deformation defects of titanium tubes in condenser of nuclear power plant [J]. Scientific and Technological Innovation,2021 (1):7-8.
[3] └Ņķ_ė»Ż¼═§ą±Ż¼ĻÉ╦╔Ż¼Ą╚ĪŻ║╦ļŖÅS─²Ų¹Ų„鄤ß╣▄╚▒Ž▌╠Ä└Ē┼cĘų╬÷ [J]. «aśI┼c┐Ų╝╝šōē»Ż¼2022,21 (7):44-46. LI Kaiying,WANG Xu,CHEN Song,et al. Defect treatment and analysis of condenser heat transfer tube in nuclear power plant [J]. Industry & Science Tribune,2022,21 (7):44-46.
[4] └ŅĢįņŽŻ¼│╠ąĪ韯¼ążÅŖŻ¼Ą╚ĪŻ└õ▄łūāą╬┴┐╝░═╦╗£žČ╚ī”╝āŌü¤o┐p╣▄ĮM┐Ś╝░ąį─▄ė░Ēæ [J]. õōĶFŌCŌüŻ¼2025,46 (1):60-66. LI Xiaoyu,CHENG Xiaowei,XIAO Qiang,et al. Influences of cold rolling deformation and annealing temperature on the microstructures and properties of pure titanium seamless tubes [J]. Iron Steel Vanadium Titanium,2025,46 (1):60-66.
[5] ÅłäPÉéŻ¼ę”ą▐ķ¬Ż¼┌w°Ö└┌Ż¼Ą╚ĪŻ╝ė╣ż╣ż╦ćī”ąĪ┐┌ÅĮTA2Ōü╣▄ĮM┐Ś╝░ąį─▄Ą─ė░Ēæ [J]. ¤ß╝ė╣ż╣ż╦ćŻ¼2022,51 (23):102-104,108. ZHANG Kaiyue,YAO Xiunan,ZHAO Honglei,et al. Effect of processing technology on microstructure and properties of small diameterTA2titanium tubes [J]. Hot Working Technology,2022,51 (23):102-104,108.
[6] Ł▓®╬─Ż¼╦½įČ╗¬Ż¼│¶ö┐Ż¼Ą╚ĪŻ╣żęš▓墲ČįTA2╣żśI╝āŌü¤o┐p╣▄¤ß▀B▄ł┴”─▄ģóöĄĄ─ė░Ēæ [J]. Õæē║╝╝ągŻ¼2025,50 (2):94-102,124. DONG Bowen,SHUANG Yuanhua,CHEN Chen,et al. Influence of process parameters on force and energy parameters forTA2industrial pure titanium seamless pipe in hot continuous rolling [J]. Forging & Stamping Technology,2025,50 (2):94-102,124.
[7] ═§š╝╚Ż¼ÅłĖ∙├»Ż¼į└║Ń╚½Ż¼Ą╚.TA2Ōü╣▄öD▄ł│╔ą╬Įī┘ūāą╬ęÄ┬╔╝░╣ż╦ćā×╗» [J]. ╦▄ąį╣ż│╠īWł¾Ż¼2024,31 (10):116-125. WANG Zhanrui,ZHANG Genmao,YUE Hengquan,et al. Metal deformation law and process optimization ofTA2titanium tube in extrusion-rolling forming [J]. Journal of Plasticity Engineering,2024,31 (10):116-125.
[8] ²ŗ└^├„Ż¼└Ņ├„└¹Ż¼└Ņ├„ÅŖŻ¼Ą╚ĪŻ═╦╗£žČ╚ī” TA1 Ōü╣▄▓─ĮM┐Ś║═ąį─▄Ą─ė░Ēæ [J]. Ōü╣żśI▀Mš╣Ż¼2011,28 (2):26-28. PANG Jiming,LI Mingli,LI Mingqiang,et al. Effect of annealing temperature on microstructure and properties of TA1 tube [J]. Titanium Industry Progress,2011,28 (2):26-28.
[9] äóųŪČ„ĪŻ▓─┴Ž┐ŲīW╗∙ĄA [M]. ╬„░▓Ż║╬„▒▒╣żśI┤¾īW│÷░µ╔ńŻ¼2007:234. LIU Zhien. Basis of materials science [M]. Xi’an:Northwestern Polytechnical University Press,2007:234.
[10] Č┼ėŅŻ¼╣∙▌ČūėŻ¼äó韯¼Ą╚ĪŻ└õūāą╬╝░═╦╗ģóöĄī” CT20 Ōü║ŽĮ╣▄▓─ĮM┐Ś║═└Ł╔ņąį─▄Ą─ė░Ēæ [J]. ųąć°ėą╔½Įī┘īWł¾Ż¼2010,20 (S1):1045-1049. DU Yu,GUO Dizi,LIU Wei,et al. Effects of parameters of cold deformation and annealing on microstructure and tensile properties of CT20 alloy tube [J]. The Chinese Journal of Nonferrous Metals,2010,20 (S1):1045-1049.
[11] ═§╦╔├»Ż¼░ūą┬Ę┐Ż¼Į╣└┌Ż¼Ą╚ĪŻ¤ß╠Ä└Ē£žČ╚ī” Nb47Ti ║ŽĮĮz▓─ĮM┐Ś║═ąį─▄Ą─ė░Ēæ [J]. Ōü╣żśI▀Mš╣Ż¼2017,34 (5):27-30. WANG Songmao,BAI Xinfang,JIAO Lei,et al. Effect of heat treatment temperature on microstructure and properties of Nb47Ti alloy wire [J]. Titanium Industry Progress,2017,34 (5):27-30.
[12] ŚŅ┼ÕŻ¼═§║ŲĮ▄Ż¼ĻÉĢį╚¬Ż¼Ą╚ĪŻ╝āĮŠ¦┴ŻČ╚┼cė▓Č╚ĻPŽĄčąŠ┐ [J]. ³SĮŻ¼2015,36 (6):5-7. YANG Pei,WANG Haojie,CHEN Xiaoquan,et al. Study on the relationship between grain size and hardness of pure gold [J]. Gold,2015,36 (6):5-7.
(╩šĖÕ╚šŲ┌Ż║2025-03-21; ą▐Č©╚šŲ┌Ż║2025-04-08)
Ż©ūóŻ¼įŁ╬─ś╦Ņ}Ż║└õ▄ł║═¤ß╠Ä└Ē╣ż╦ćī”TA2¤o┐p╣▄ĮM┐Ś║═ąį─▄Ą─ė░ĒæŻ®
tagś╦║×:Ōü╣▄,TA2,TA2Ōü║ŽĮ,TA2╝āŌü╣▄